- Конструкция профилегиба
- Для чего используют трубогиб
- Изготовление прокатной конструкции своими руками
- Чертежи устройства
- Классификация профилегибов
- Как изготовить трубогиб для профтрубы самостоятельно
- 1-й способ
- 2-й способ
- Чертежи и схемы
- Назначение и виды
- Альтернативные схемы ручных трубогибов
- 2-й способ
- Чертежи устройства
- Основные характеристики трубогиба
Конструкция профилегиба
Простейшим вариантом, доступным для большинства начинающих мастеров, является изгиб труб по предварительно изготовленному шаблону. Подобный метод используют при необходимости получить большое количество однотипных заготовок.
Изгиб трубы по деревянному шаблону — наиболее простой способ решения проблемы
В качестве шаблона можно использовать конструкцию, изготовленную из деревянных досок. Толщину древесины выбирают исходя из диаметра сгибаемых труб — доска должна иметь запас в 2–3 см. Чтобы в процессе работы металлопрофиль не соскальзывал с шаблона, торцы обрабатывают с небольшим уклоном.
Конструкцию крепят к полу или другой поверхности любым способом, монтируя рядом упор для трубы. Вставив профиль в зазор между шаблоном и упорным элементом, плавно и аккуратно надавливают на его другой конец, прижимая трубу к шаблону. В целях облегчения усилия нажима можно использовать подходящий по размеру рычаг или приспособить лебёдку.
Лебёдка может облегчить процесс сгибания труб с применением шаблона
Подобным способом можно сгибать металлопрофиль небольшого диаметра. Если же требуется изменить конфигурацию трубы более 1 дюйма, то шаблон обустраивают из отрезков мощной арматуры. Для этого в бетонной плите по необходимой траектории проделывают отверстия, в которые вставляют направляющие в виде штырей из отрезков труб, арматуры и т. д. Изгиб выполняют, закрепив край металлопрофиля при помощи сварки.
Плюсом такого метода является его дешевизна и простота, однако точность полученных заготовок и качество их обработки оставляют желать лучшего. К тому же, шаблон придётся изготавливать каждый раз, когда потребуется получить изгиб другого радиуса.
Трубогиб-улитка заводского изготовления
Для изготовления большого количества однотипных заготовок небольшого радиуса кривизны можно использовать трубогиб-улитку. Этот агрегат представляет собой два шкива (колеса) разного диаметра, закреплённые на валах. Зафиксировав конец трубы на рабочем колесе, роликом меньшего диаметра (ведущим колесом) нажимают на заготовку, одновременно прокатывая его вдоль обрабатываемой детали.
Наиболее универсальными и практичными являются самодельные прокатные трубогибы (гибочные станки), в которых можно установить любой угол деформации металлопроката. Простейшая конструкция прокатного агрегата представляет собой основание с закреплёнными на определённом расстоянии друг от друга приводными валами.
Нажим на трубу осуществляется подвижным роликом, а её протяжка осуществляется за счёт вращения ведущих валов. В качестве силового привода таких устройств используют винтовые приспособления, домкраты, лебёдки и электродвигатели. Прокатный станок является наиболее сложным для повторения в домашних условиях, поскольку требует токарных и сварочных работ.
Тем не менее, существует множество вариаций его конструкции, изготовленных любителями, что свидетельствует о высокой популярности данного решения. С помощью подобного приспособения получают изгиб любой конфигурации, а сам процесс нередко автоматизируют. Единственное, с чем такое приспособление не сможет справиться, так это получение минимального радиуса закругления металлопрофиля на небольшом отрезке.
Станок для гибки профильной трубы конструктивно отличается от обычного. Это связано во-первых, с большей устойчивостью профиля к изгибающим нагрузкам, а во-вторых, с тем, что радиус изгиба требуется обычно большой. Потому в конструкции присутствуют три ролика. Два из них установлены стационарно, один остается подвижным.

Трубогиб для профильной трубы своими руками можно сделать разных размеров
Два крайних ролика крепятся на корпусе неподвижно. Они приподняты над плоскостью основания. Для среднего ролика варится специальная П-образная станина. В середине ее перемычки устанавливается длинный прижимной винт большого диаметра. К нижнему концу этого винта крепится третий валик (можно приварить). Вращая этот винт валик опускается и поднимается, изменяя радиус изгиба профильной трубы.

Конструкция трубогиба для профильной трубы с подвижным средним роликом
К одному из неподвижных роликов приваривается тучка, при помощи которой труба прокатывается через станок. Чтобы для прокатки можно было прилагать меньшие усилия, два неподвижных валика соединяются при помощи цепи. Для эффективной передачи крутящего момента к валикам приваривают звездочки (можно от велосипеда), к ним подбирают цепь. Такой простейший механизм делает гибку профильной трубы намного проще.
В данной конструкции подвижным делают правый или левый ролик. Он двигается вместе с частью основания. Эта часть соединяется с остальной станиной при помощи мощных металлических петель.

Чертеж гибочного станка для профильной трубы с подъемной платформой
Изменять высоту можно при помощи домкрата, как показано на чертеже. Высота платформы в этом случае выбирается в зависимости от высоты домкрата. Радиус изгиба изменяется подъемом подвижной части стола.

Трубогиб для профильной трубы с подъемной площадкой
В отличие от предыдущей конструкции этот трубогиб для профильной трубы приводится в движение от центрального валика — к нему приваривают ручку. Для уменьшения требуемого усилия можно также приварить звездочку к двум неподвижным валикам и передавать крутящий момент при помощи цепи.
Основание трубогиба делают из швеллера или двух сваренных уголков. Толщина полочек — не менее 3 мм, ширину полок и спинку швеллера подбирайте под имеющиеся детали. Одно правило — основание должно быть массивным и надежным.
По краям платформы можно сделать несколько отверстий. Через них можно фиксировать станок к какому-то тяжелому основанию при помощи саморезов большого диаметра. Фиксация нужна, так как при изгибе труб с толстой стенкой усилия приходится прилагать значительные и удобнее работать, если станок закреплен прочно.

Так выглядит станина в приваренными стойками для крепления подвижного ролика
Несколько слов о роликах. Они должны быть сделаны из хорошей, качественной, желательно, закаленной стали. Именно на ролики и на оси, которые их удерживают, приходится большая часть нагрузки.
Надо сказать и о форме роликов. Они не должны быть гладкими — по краям должны быть валики, которые не дадут «гулять» трубе во время проката. Только при таких условиях дуга из профильной трубы будет ровной, а не покрученной. В идеале под каждый размер трубы нужны свои ролики. Но тогда конструкция усложняется — их надо делать съемными, продумывать надежный способ крепления. Второй вариант — сделать ролики сложной формы, такие как на фото. Выточить несколько ступенек под разные размеры труб.

Ролики для гибки профильной трубы разной ширины
На том же фото видно, что верхняя часть станины неровная, а зубчатая. С помощью таких зубьев можно ролики переставлять на разное расстояние и таким образом тоже регулировать радиус изгиба.
В общем и целом, собирают самодельные гибочные станки для профильных труб из того, что имеется под рукой или того, что найдут/купят недорогого. Кто имеет возможность — вытачивает ролики, вставляет подшипники. У кого такой возможности нет, используют то, что есть — вплоть до втулок от велосипедных колес. В целом надо понять конструкцию и
Объяснения и фото это хорошо, но увидеть процесс сборки или работу готового агрегата намного полезнее. В первом видео запечатлен процесс сборки (сварки) ручного трубогиба для профильной трубы. Выбран вариант с подвижным средним роликом.Второе видео о работе простого трубогиба с подвижной платформой.
Профилегибы бывают различных конструкций, в промышленных условиях применяют достаточно большие станки с электро- или гидроприводом; для гибки небольшого количества изделий небольших диаметров – более компактные ручные или электрические приспособления.

Универсальный производственный гибочный станок
О назначении профилегибочного станка говорит его название. Это сгибание металлических профильных труб в целях получения определённого радиуса закругления на необходимом участке или по всей длине заготовки. Воспользовавшись профилегибом, или по-другому трубогибом, можно выполнить несколько технологических операций с металлопрокатом различного типа:
- сгибание металлического прутка или арматуры, включая заготовки из пружинистой стали;
- гибка профильного металлопроката квадратного или прямоугольного типа;
- получение колен из круглых труб или их сгибание под нужным углом;
- скругление деталей любой длины из сортового проката (уголки, двутавры, швеллеры).
Существует несколько моделей гибочных станков. Одни позволяют прилагать усилия только на определённом участке заготовки. Другие прокатывают трубу между роликами, осуществляя давление по всей длине. Почему-то именно последние получили у специалистов название «профилегибы», хотя и те и другие напрямую относятся к оборудованию одного типа.

Профилегиб прокатного типа
В зависимости от типа привода, который, в свою очередь, непосредственно влияет на мощность и производительность станка, профилегибы разделяют на несколько типов.

Профилегибочный станок с гидравлическим приводом. Мощный и очень дорогой
Гидравлические трубогибы представляют собой промышленное оборудование, поэтому имеют высокую мощность и предназначены для стационарной установки. Такие агрегаты используют преимущественно в условиях мелкосерийного и серийного производства, когда требуется получить большое количество однотипных заготовок. Гидравлический привод полностью снимает нагрузку с оператора, предоставляя ему возможность управления станком нажатием кнопок.
Для чего используют трубогиб
Профильная труба – пустотелый профиль квадратного, прямоугольного, овального сечения с тонкой стенкой. Профильные трубы очень широко применяют в строительстве, промышленности, добывающем комплексе, сельском хозяйстве. Применяют квадратные и прямоугольные изделия и в быту: при монтаже металлоконструкций, для изготовления мебели, садовых построек, навесов, теплиц, оград, беседок, навесов, павильонов, пергол.
Одновременно сталь обладает определенной пластичностью – тонкостенные трубы можно изгибать. Но при изгибе труба может перегнуться, образовать заломы и складки – эти дефекты уменьшают прочность труб и не слишком эстетично выглядят. Поэтому для гибки применяют специальные приспособления – трубогибы.
При прокладке трубопроводов и изготовлении гнутых конструкций гибка позволяет свести к минимуму количество сварных швов и соединительных фитингов, что позволяет сэкономить немало средств.
Изготовление прокатной конструкции своими руками
Применение специального инструмента, позволяющего легко и просто гнуть трубы, в том числе профильные, можно считать уже традицией слесарного дела. Между тем, за всё время слесарной практики был придуман целый ряд простейших способов получения сгибов без использования специального инструмента.
Посмотрите – может вам вообще не придется сооружать трубогиб. Правда следует сказать, что такой подход не всегда готов удовлетворить полностью потребности по сгибам. Тем более если требуется согнуть профильную трубу сразу в нескольких местах и под разным радиусом.

Согнуть профильную трубу качественно и красиво проще всего с помощью специальных приспособлений – трубогибов. Но в отдельных случаях гнуть профильные трубы вполне можно самостоятельно
Простейшие кустарные способы, помогающие сделать один-два сгиба, не применяя при этом какую-либо оснастку:
- заполнение внутренней полости трубы песком;
- заполнение внутренней полости трубы водой с последующей заморозкой;
- использование самодельного дорна;
- подрезка стенки профиля по внутреннему радиусу.
Когда есть потребность сгиба профильной трубы в одной, максимум двух удалённых друг от друга точках, вполне разумно применить простые методы:
- Засыпать внутреннюю область профильной трубы мелким речным песком.
- Плотно закрыть торцевые части.
- Согнуть профиль руками по шаблону в нужных местах.
Аналогично выполняется работа с трубой, заполненной водой. Но в этом варианте воду необходимо заморозить. Не всегда рабочие условия позволяют совершить такую процедуру.

Чтобы согнуть трубу без деформаций и под заданный радиус, достаточно заполнить её внутреннюю область обычным речным песком. Такой способ применим для работы с тонкостенными трубами
Ещё один похожий способ – использование дорна – стальной пружины чуть меньше внутреннего диаметра самой трубы. Пружина помещается внутрь, после чего выполняется сгиб.

Так можно вручную гнуть тонкостенные трубы. Для профильных изделий более мощной конфигурации эти способы не подходят.

Профильную толстостенную трубу несложно согнуть методом «подрезов». В качестве инструмента можно взять ножовку по металлу или дисковую пилу. На согнутой трубе стыки срезов заваривают сваркой
Толстостенные мощные профили согнуть в одной-двух точках можно простым способом технологичных подрезов. Технология предполагает вырезание небольших сегментов стенки трубы по внутреннему радиусу (например, болгаркой).
Затем производится сгиб профиля до момента соединений границ сделанных подрезов. Точки стыка границ подрезов сваривают при помощи электросварки.
Галерея изображений
Фото из

Наличие трубогиба в арсенале мастеровитого хозяина позволит сделать массу полезных вещей для обустройства дачи, квартиры и загородного дома

Согнутый профиль с успехом используется в изготовлении всевозможных садовых скамеек и кресел-качалок

Гнутый металлический профиль запросто выдержит вес отдыхающих и послужит перилами

Каркас из гнутой профильной трубы в паре с поликарбонатом позволят соорудить отличный навес для входной группы

Из согнутого профиля выходят превосходные фермы для сборки крыши уютной беседки

Согнутый дугой металлический профиль — лучший вариант для сооружения садовой мебели. Стоит недорого, выглядит отлично, после окрашивания «равнодушен» к атмосферным осадкам

Используя фермы из согнутой профильной трубы, можно быстро и без особых проблем соорудить навес для автомобиля на участке

Домашние умельцы, поднаторевшие в деле изгибания профильных труб и сварки, смогут сделать настоящий шедевр — качели с навесом и изысканной отделкой

Дачная скамейка из гнутого профиля

Кресло-качалка с полозьями из согнутой трубы

Перила и ножки из гнутого профиля

Навес для входной группы

Уютная дачная беседка с округлой крышей

Садовая мебель для загородного участка

Обустройство стоянки для автомобиля

Изысканные дачные качели
Специальные инструменты – трубогибы – предоставляют более широкие возможности по операциям сгиба. Работа с трубогибом практически не ограничивает потребностей конструкторов, использующих в работе профильные трубы.

Такой выглядит одна из многочисленных конструкций трубогибов ручного действия. Инструмент существенно облегчает работу на сгиб и позволяет обрабатывать усиленные профильные трубы
Гнуть можно изделия разных размеров, но с учётом всевозможных технических характеристик. Многообразие модельного ряда трубогибов профильных труб позволяет делать работу любой сложности.
В целом конструкция инструмента достаточно проста, а это значит – доступна для исполнения неподготовленному человеку. Самостоятельно делают не только малогабаритные мобильные конструкции ручного действия, но также стационарные системы, оснащённые электрическим приводом.
Для частного применения больше актуальны ручные модели. К тому же изготовление приспособлений ручного действия обходится несколько дешевле.

Небольшое число комплектующих, входящих в конструкцию трубогиба для профиля, позволяет собирать такие устройства самостоятельно. Большую часть деталей можно взять от любого старого оборудования
Одна из распространенных схем ручного устройства, пригодная для изготовления трубогиба, выстраивается из следующих компонентов:
- опорные катки;
- упорный ролик;
- детали шасси;
- регулировочный винт;
- рукоятка подачи.
Инструмент действует по принципу прокатного механизма, как и львиная доля других самодельных конструкций. Все детали выполняются из металла, в том числе ролики опорные и упорный. Между тем часть компонентов (те же ролики) допускается изготавливать из других материалов. К примеру, есть самодельные конструкции с роликами из древесины.
Материал рабочих элементов – это показатель, определяющий, с какими трубами (по толщине стенок и твёрдости металла) может работать трубогиб.
Ряд самодельных конструкций не ограничивается только лишь инструментом ручного действия. Умельцы создают самодельные трубогибы, которые впору сравнивать с промышленным оборудованием. Детали для таких систем легко отыскать среди хлама технических предприятий или можно дешево купить на рынке.

Механизированный мощный трубогиб, сделанный своими руками. В качестве комплектующих элементов взяты детали от технических машин разного назначения. Станок работает от электричества
Усиленные трубогибы профильных труб оснащаются электрическим приводом. На таких «станках» без особых сложностей сгибаются профили разного сечения, имеющие толщину стенки в несколько миллиметров.
На картинке выше пример схемы мощного трубогиба, конструкция которого содержит:
- раму, сваренную из швеллеров;
- два металлических прокатных ролика;
- три передаточных шестерни;
- цепь металлическую;
- редуктор и электродвигатель с механизмом ременной передачи.
Прокатные ролики установлены на опорных подшипниковых узлах. Они получают крутящий момент через металлические шестерни, связанные металлической цепью.
Главный крутящий момент цепная передача получает от редуктора, который, в свою очередь, вращается валом электродвигателя. Валы электродвигателя и редуктора через шкивы объединяются ремнём.

Процесс сгибания толстостенной профильной трубы на станке промышленного изготовления. В качестве привода используется электродвигатель. Радиус сгиба регулируется винтом вручную
Редуктор в схеме станка исполняет значимую роль – высокий крутящий момент вала электродвигателя редуцирует в низкий крутящий момент, передаваемый шестерням опорных роликов. Поэтому нет необходимости устанавливать на аппарат мотор с малыми оборотами. Здесь подходит электродвигатель стандартной конфигурации на 960 – 1500 об./мин.
Все детали конструкции монтируются на металлической раме, изготовленной из обрезков швеллера. Крепление деталей к раме выполнено простым способом – болтами или сваркой. Для установки подобного станка всегда найдётся место на дачном участке, во дворе частного дома, в гараже под личный транспорт.
Установка с электрическим приводом – это действительно мощная машина. Но ещё более мощной выглядит конструкция, оснащённая автомобильным домкратом.
Схематика такой гидравлической установки непревзойдённая простота. Но при этом характеристики приспособления впечатляют. С помощью этой машины гнутся профильные трубы, которые не всегда удаётся согнуть даже трубогибу с электроприводом.

Удачный пример трубогиба гидравлического действия под обработку профильной трубы. Здесь в качестве силовой гидравлики применяется обычный автомобильный домкрат
Пошаговый инструктаж на сборку гидравлической конструкции самодельного трубогиба для профильных труб начинается с подборки деталей.
Слесарю потребуются следующие из них:
- три отрезка широкого швеллера;
- три отрезка узкого швеллера;
- петлевой замок;
- три ролика, установленных на подшипниковые узлы;
- рукоятка подачи с переходной втулкой;
- автомобильный домкрат.
На швеллерах все детали крепятся болтовыми соединениями. Два верхних швеллера соединяются один с другим через петлевой замок. При этом один из швеллеров жёстко закреплён к основанию, а второй оставлен в «свободном» состоянии и поднимается или опускается в горизонтальной плоскости штоком домкрата.
Ось опорного ролика, исходящая с одной стороны подшипникового узла, соединяется с рукояткой подачи через металлическую втулку. Соединение фиксируется штифтом.

Схема инструмента для сгибания профильных труб, где используется автомобильный домкрат. 1,2,3 – металлический швеллер; 4 – упорный и опорные ролики; 5 – соединительная петля; 6 – автомобильный домкрат
Принцип действия конструкции с домкратом несколько отличается от рассмотренных выше вариантов схемой регулировки радиуса сгиба.
Если в предыдущих установках для регулировки использовался ходовой винт, передвигающий опорный ролик по вертикальной оси, здесь работу ходового винта исполняет «плавающий» швеллер, который перемещается штоком домкрата. Такая система требует для сборки даже меньше ресурсов, чем конструкция с электроприводом.
Галерея изображений
Фото из

Перед сборкой гибочного станка нужно подготовить отрезок швеллера, который послужит его основой. Желательно очистить его шлиф-машинкой с металлической щеткой, чтобы потом покрыть защищающей от ржавления краской. По очищенной поверхности производим разметку

Для установки боковых валков привариваем две пары стоек, выполненных из профильной трубы. Пара нужна на случай гибки с разным радиусом. Сами валки выполняем из стального круга диаметром 40 мм, оснащаем их подшипниками

Для того чтобы можно было менять положение бокового валка по высоте с помощью домкрата, одну из частей станины отрезаем болгаркой и привариваем по срезу петлю

Проверяем, насколько свободно перемещается подвижная часть станины. Смотрим, не смещается ли ее положение относительно оси. При необходимости корректируем или переделываем

Для установки центрального валка привариваем две высокие стойки. Валок выполняем из стального круга, снабжаем подшипниками как и боковые валки

Центральный валок располагаем с учетом того, что с фронтальной стороны к нему будет крепиться рукоятка рычага, необходимого для того чтобы производить вращательные движения

С «нерабочей» стороны закрепляем центральный валок упором, чтобы при вращении он не перемещался вдоль поперечной оси, т.е. чтобы он не вылетел со стойки

К центральному валку с рабочей стороны привариваем металлическую рукоятку, которая будет приводить установку в движение

Шаг 1: Подготовка основания для сборки трубогиба

Шаг 2: Установка боковых валков установки

Шаг 3: Устройство подвижной части станины

Шаг 4: Проверка перемещения подвижной части основы

Шаг 5: Приварка стойки для главного валка

Шаг 6: Установка центрального валка на стойки

Шаг 7: Фиксация центрального валка

Шаг 8: Крепление рукоятки для вращения валка
Чертежи устройства
Классификация профилегибов
Трубогибы классифицируют по способу гибки и виду привода. Кроме того, трубогибы бывают универсальные и специализированные: для круглой или профильной трубы.
Сам процесс гибки бывает горячим и холодным, с заполнением внутренней части трубы наполнителем (песком или солью) или без.
Гибочные устройства бывают ручные, гидравлические, электрические, гибридные – совмещающие формовочные элементы с гидравлическим и электрическим приводом. Существуют промышленные агрегаты для гибки толстостенных труб, в которых место изгиба нагревается индукционным способом.
Гидравлические устройства бывают ручные и стационарные, на которых можно изгибать заготовки диаметром до 75 мм. Агрегаты с электрическим приводом (электромеханические) могут гнуть трубы самых разных диаметров. Электромеханические агрегаты могут гнуть и тонкостенные трубки с хорошим качеством изгиба, без складочек и заломов (см. фото – так не должно быть).
Гибридные агрегаты стационарные, в них на части валов имеется гидравлический привод, на другой части валов – электрический.
Ручные устройства применяются либо в качестве переносных (ими пользуются поблизости от места сборки металлоконструкций), либо для гибки небольших диаметров или мягких заготовок (медь, нержавеющая сталь, пластик). В приусадебном хозяйстве или при работах в квартире применяются трубы небольших диаметров и в ограниченном количестве, поэтому в домашних условиях достаточно обзавестись ручным трубогибом.
По способу изгибания труб прорфилегиб бывает:
- Роликовый – заготовка формуется при прохождении между тремя роликами.
- Арбалетный – заготовка изгибается при укладке в специальную форму, по внешнему виду конструкция напоминает арбалет – отсюда и название. К одному устройству обычно прилагается комплект форм для заготовок различных размеров и для различных углов и диаметров изгиба.
- Сегментный – заготовка изгибается специальным сегментом, при этом вытягиваясь вокруг сегмента.
- Рычажный – предназначен для ручной гибки тонкостенных труб.
- Пружинный – применяется для медных или пластиковых труб, в заготовку вводится пружина-кондуктор из толстой проволоки (иногда надевается сверху) и производится ручная гибка.
- Дорновый – с наполнителем (песок, соль) или дорном, устанавливаемом внутрь заготовки. Трубу наматывают на намоточный ролик, дорн или наполнитель предохраняют место изгиба от образования складок.
- Бездорновый – заготовка наматывается на гибочный ролик.
Как изготовить трубогиб для профтрубы самостоятельно
1-й способ
Чтобы сделать и пользоваться гибочным станком для профильной трубы необходимо подготовить два куска швеллера, два обрезка пальцев, являющихся частью гусениц трактора, и четыре уголка.
Чтобы согнуть заготовку понадобится домкрат, способный развивать усилие в 5 тонн и более. При этом потребуется его модернизация за счет установки на выдвижном штоке стальной платформы, для изготовления которой можно использовать выработанный шкив, имеющей ширину «ручейка» сопоставимую с профилем трубы.
Станина будущего станка собирается из уголков, закрепленных на стальной плите посредством сварки. Всего используется четыре уголка, имеющих полку от 60 до 80 мм, на верхних концах которых фиксируют с помощью сварки два швеллера. Для регулировки угла загиба предусматривается необходимость наличия симметричных отверстий в стенках швеллеров, которые требуется высверлить.
Чтобы привести готовый станок в исходное для работы положение, достаточно:
- в полученные в швеллерах отверстия вставить оси (пальцы) и закрепить на них ролики в качестве упоров для заготовки;
- поднять платформу домкрата до того уровня, чтобы в образовавшийся промежуток могла пройти заготовка;
- установить заготовку в станок для профильной трубы и создать требуемый изгиб с помощью домкрата, используя его функциональность.
2-й способ
Самодельный трубогиб для профильной трубы на основе проката подразумевает, что заготовка будет уложена на боковые ролики, а сверху прижата третьим. После фиксации трубы в этом положении останется только привести посредством цепной передачи в движение валы для достижения нужного изгиба.
Чтобы сделать станок для прокатки профильной трубы потребуется:
- изготовить ролики и обоймы для размещения подшипников, что может быть достигнуто за счет обращения к услугам профессионального токаря. Всего конструкцией создаваемого устройство предусмотрено наличие трех валов, где один крепится на пружинах, а другие фиксируются в боковинах рамы;

- подготовить полку. Для этого понадобится швеллер (50 мм), из которого надо будет собрать прямоугольник 100 на 30 см. Затем в собранной полке следует проделать отверстия под валы и нарезать резьбу, необходимую для реализации возможности изменять силу воздействия прижимного вала;
- посредством сварки собрать конструкцию из имеющихся деталей;
- полку подвесить на пружины, а боковые валы соединить цепью посредством звездочек, приварив на один из валов рукоятку;
- установить домкрат таким образом, чтобы его использование позволяло изменять силу прижатия.
Внимание! Проблематично изготовить функциональный прокаточный трубогиб без соответствующих расчетов и чертежей. При этом не все обладают необходимыми для этого знаниями, поэтому лучше всего воспользоваться готовой документацией.
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями. Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации.
Чтобы собрать стационарное устройство, востребованное для изгиба труб, необходимо сделать следующее:
- смонтировать металлический каркас, соединив его элементы с помощью болтов и сварки;
- установить оси и валы на них в соответствии с имеющимся чертежом, соблюдая уровни размещения: два выше третьего;
- собрать цепную передачу, используемую для приведения станка в действие, для чего понадобится не только цепь, которую можно позаимствовать, например, со старого мотоцикла, но и три шестерни;
- закрепить на одном из валов ручку.
Изготовить самый простой профилегиб можно самостоятельно. Эта работа вполне по плечу домашнему мастеру. Качество самоделок практически не уступает промышленным образцам. Производительность, конечно, отличается от моделей с электрическим приводом, но ведь дом и усадьба не требуют огромного количества гнутых изделий.
Чертежи и схемы
Вне зависимости от того, как вы решили сделать трубогиб, сначала следует продумать область его применения – решить, изделия каких размеров и формы вы будете гнуть, с каким радиусом изгиба. Для садовых конструкций и мебели радиус изгиба может составлять 2,5 сторон сечения (для круглых заготовок – 5 радиусов), а может составлять и 10-15-20 сторон (для беседок, теплиц и других крупных сооружений). Затем начертить чертеж или схему с точными размерами. Без чертежа невозможно собрать качественный трубогиб.
Простейший трубогиб – вырезанный из досок шаблон, набитый на основание – толстую фанеру или ОСП. Гнут прокат вручную. Толщина досок должна быть больше, чем диаметр или величина стороны заготовки – тогда гибка получается более качественной. Можно сделать шаблон из вбитых в прочное основание (желательно бетонное) стальных колышков или крючков.
Достаточно просто собрать ручной станок Вольнова для профильной заготовки. На прочной металлической пластине закрепляют ролик с радиусом, равным радиусу изгиба, и две металлических пластинки с закрепленным вторым роликом. Конец трубы зажимается хомутом, ролик на пластинках поворачивается и изгибает заготовку.
Существует еще один вариант профилегиба, который можно изготовить своими руками – с тремя роликами.
Для изготовления трубогибочных вальцев, или прокатного трубогиба Вам понадобятся:
- Металлический каркас (станина) из швеллера прямоугольной формы.
- Прочная подставка, сваренная из квадратных профилей, швеллеров, уголков, или устойчивый стальной верстак.
- Три ролика с валами; ролики должны быть обточены таким образом, чтобы в них образовался паз с габаритами, равными габаритам изгибаемого профиля; валы и ролики заказывают у токаря.
- Подшипники для валов.
- Цепь.
- Лебедка.
- Струбцина.
- Уголки для направляющих.
Инструменты:
- Болгарка с отрезными дисками.
- Сварочный аппарат, электроды.
- Краска.
- Электродрель.
- Крепления для валов.
На подставке или верстаке закрепляют станину – к подставке приваривают, к верстаку крепят струбцинами. Приваривают направляющие. На станине закрепляют подшипники, в подшипниках – два нижних вала, на валах ролики. Валы и ролики заказывают у токаря.
На валы надевают двухрядную цепь, закрепляют посредине лебедку, закрепляют цепь. Закрепляют прижимной подвижный вал. Верхний прижимной ролик и вал передвигаются по направляющей с помощью винта.
Назначение и виды
Трубогиб является незаменимым приспособлением, когда требуется деликатно и точно согнуть круглую или профильную металлическую трубу
Изгиб металлических профильных труб напрямую связан с их диаметром, толщиной стенок и материалом изготовления, поэтому производители металлопроката всегда указывают минимальный радиус деформации в специальных таблицах.
Таблица расчёта радиусов изгиба стальных труб в зависимости от диаметра и толщины стенки
Получить изгиб требуемой кривизны и не повредить деталь позволяют специальные приспособления — трубогибы. В зависимости от длины фрагмента, который надо согнуть, применяют приспособления двух типов:
- рычажные трубогибы;
- прокатные агрегаты.
Самыми распространёнными изделиями являются трубогибы рычажного типа. В таких приспособлениях усилие прикладывается в нужном месте, а сам изгиб повторяет форму сегмента (шаблона), который в части устройств может быть съёмным. Как правило, в комплектацию таких агрегатов входят несколько сегментов под трубы различного диаметра.
Кроме сегментных устройств, промышленностью производятся дорновые и арбалетные трубогибы, форма изгиба в которых задаётся двумя направляющими роликами и нажимным шаблоном (дорном). Такая конструкция позволяет выполнять холодную обработку круглых стальных труб на коротких участках. К слову, компактные арбалетные трубогибы являются наиболее популярным инструментом у монтажников инженерных коммуникаций.
Просто, быстро и качественно — вот достоинства арбалетных трубогибов, которые привлекают профессиональных монтажников
В зависимости от конструкции рычажного гибочного устройства, оно может иметь привод любого типа:
- гидравлический;
- пневматический;
- электрический.
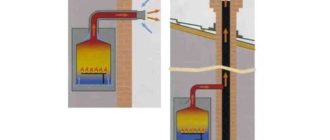
Часто принцип работы агрегата предусматривает подогрев трубы (внешний, или при помощи разогретого воздуха, пропускаемого внутри проката), чем добиваются повышения её пластичности, а, соответственно, и качества изогнутого участка.
При необходимости получить изгиб большого радиуса используют прокатные приспособления. В их конструкцию входят два направляющих и один нажимающий валы (ролики). Трубу протягивают между подвижными элементами, задавая степень изгиба усилием прижимного ролика. При необходимости получения большого радиуса кривизны заготовки процедуру повторяют.
Прокатные приспособления могут иметь электрическую передачу для направляющих валов, а также гидравлический, механический или пневматический привод нажимного ролика.
Альтернативные схемы ручных трубогибов
2-й способ
Для изготовления трубогиба можно воспользоваться чертежами готовых конструкций. Посмотрев несколько вариантов и соразмерив сложность агрегатов со своими возможностями и наличием необходимых деталей и материалов, можно выбрать наиболее оптимальную схему. На ваш суд мы представляем две модели трубогибов для самостоятельной сборки — ручной агрегат для небольших труб и гибочный станок полуавтоматического типа.
Чтобы правильно согнуть профильную трубу, надо хорошо понимать физику процесса. В ручных трубогибах чаще всего используется способ кругового загиба, что позволяет избежать рисков, связанных с заломами, трещинами и другими повреждениями труб. Чтобы согнуть металлопрокат в таком агрегате, достаточно закрепить заготовку в приспособлении и нажать на рычаг. Сгибание происходит при прокатывании по трубе ролика, прижимающего деталь к главному колесу.
Для изготовления ручного трубогиба понадобятся:
- металлический лист толщиной не менее 6 мм;
- рабочее колесо;
- нажимной ролик
- стальные уголки 50х50х2.5 мм;
- отрезок толстостенной трубы Ø25 мм;
- оси вращения (втулочный или подшипниковый узел);
- отрезок квадратного прутка 20х20х40 мм;
- гайки и шайбы;
- угловая шлифовальная машина;
- сварочный аппарат;
- молоток;
- измерительный инструмент.
В процессе работы не забывайте о технике безопасности. Особенно это касается работы с режущим и сварочным оборудованием.
Прежде чем приступить к работе, надо определиться с тем, какой радиус изгиба профильных труб будет наиболее востребован. В зависимости от этого выбирают размер рабочего колеса. Именно эта величина и будет соответствовать внутреннему радиусу полученного колена.
Трубогиб-улитка в сборе
Чертёж разработан под профильные трубы с диаметром до 1 дюйма. Радиус изгиба, который можно получить при помощи этого трубогиба, равняется 125 мм (половина диаметра рабочего колеса). Если же вам необходим агрегат для изгиба с другими параметрами, воспользуйтесь методикой расчёта размеров трубогиба.
Главным размером вилки трубогиба является расстояние между осями рабочего колеса и ролика (обозначено литерой a=200мм). В нашем случае межосевой промежуток выбран с учётом максимального размера обрабатываемой профильной трубы d=25 мм, однако к этому значению желательно добавить пару миллиметров «про запас».
Межосевое расстояние можно определить по формуле a = d r1 r2 2, где d — диаметр профильной трубы, а r1, r2 — радиусы рабочего колеса и ролика соответственно.
Вилка трубогиба-улитки
Для определения размера вилки зазор между роликом и её основанием принимают равным 10 мм, а также добавляют 30 мм запаса для крепления оси рабочего колеса.
Длина вилки с = a r1 10 30 (мм).
Чтобы определить внутренний зазор между боковыми полками вилки (b), к толщине колеса добавляют 1 – 2 мм.
По чертежу ручного гибочного агрегата видно, что он состоит из нескольких основных частей:
- основание в виде толстой металлической пластины;
- рабочее колесо;
- ролик;
- вилка.
Наша инструкция поможет выполнять работу последовательно, избегая ошибок и неточностей.
- Изготовьте рабочее колесо и ролик. Конечно, огромным плюсом будет наличие токарного станка в вашей мастерской, но если даже вы не обладаете подобным оборудованием, эти детали не являются проблемой. Любой токарь сможет выточить шкивы по вполне умеренной стоимости.
При изготовлении подвижных элементов не стоит экономить. Обязательно сделайте в них жёлоб под трубу максимального диаметра, а также выточите в ролике гнездо под любой подходящий подшипник качения. Если есть необходимость изменить конфигурацию поверхности колена, жёлоб рабочего колеса или ролика делают фигурным. При прокатывании ролик оставит требуемый отпечаток на внешней поверхности колена, а колесо — на внутренней. Чтобы облегчить задачу токарю и ещё сильнее удешевить стоимость устройства, вместо ролика можно установить пару шарикоподшипников подходящего размера.Рабочие колёса трубогиба можно изготовить с жёлобом произвольной конфигурации
На изображении хорошо видно установленные вместо ролика шарикоподшипники
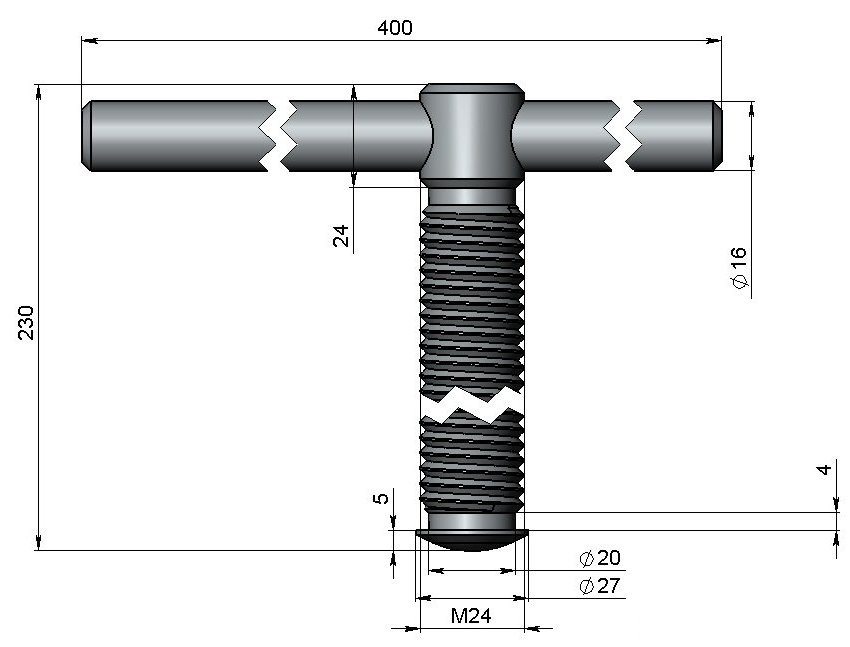
- На том же станке надо изготовить оси для рабочего колеса и ролика. Толщину деталей принимают равной внутреннему диаметру выбранного подшипника. Длина оси для ролика равняется ширине вилки по наружному габариту. Ось вращения рабочего колеса будет немного длиннее, поскольку придётся учитывать ещё и толщину плиты основания трубогиба. Отказавшись от монтажа подшипников, можно значительно упростить конструкцию. В этом случае в качестве осей можно использовать длинные болты с гайками. Тем не менее, следует понимать, что сгибать трубы этим приспособлением будет труднее.
Для изготовления вилки понадобится металл толщиной не менее 6 мм
- Из листового металла вырезают боковые поверхности и заднюю стенку (основание) вилки, а также отрезок толстостенной трубы в качестве рычага.
- Согласно чертежам, в вилке сверлят отверстия под оси колеса и ролика.
- Сваривают детали вилки. Особое внимание следует уделить всем прямым углам этого элемента конструкции.
Крепление рычага к вилке встык будет ненадёжным ввиду большого прикладываемого усилия. Лучше всего в её задней стенке сделать отверстие, в которое войдёт край трубы. Обварив это соединение сваркой, получают максимально прочный стык.
- При помощи шлифмашины вырезают основание (станину) устройства и сверлят в нём отверстие под стационарную ось рабочего колеса.
- При необходимости в ролик запрессовывают подшипник.
- Ролик вставляют в вилку, после чего фиксируют сваркой или гайками.
Вилка трубогиба-улитки в сборе
- Вилку в сборе устанавливают на основание, закрепив ось рабочего колеса тем же способом, что и при монтаже ролика.
- Приваривают отрезок квадратного сечения в качестве фиксатора обрабатываемой трубы.
В углах основания трубогиба сверлят отверстия для крепления приспособления к верстаку. Чтобы приспособление было не только функциональным, но и эстетичным, в процессе работы обязательно зачищают места сварочных соединений и обдирочным кругом обрабатывают острые грани заготовок. В целях защиты от ржавчины готовое изделие окрашивают эмалью.
Очень многих хозяев волнует вопрос о том, как сделать ручной трубогиб для профильной трубы своими руками. Вопрос этот достаточно актуален – приобретение готовых инструментов обходится дорого, да и качество некоторых из них оставляет желать лучшего. Неудивительно, что различные схемы трубогибов оказываются популярными и востребованными.

Для создания простого трубогиба с ручным управлением потребуется всего три компонента:
- Бетонная плита;
- Несколько металлических штырей;
- Перфоратор.
Сборка всех деталей в одно целое не представляет особой сложности. Сначала нужно разделить плиту на квадраты со стороной 4 см или 5 см. Когда эти квадраты размечены, в их углах при помощи перфоратора высверливаются глубокие отверстия, в которые далее устанавливаются штыри. Лучше всего иметь при себе чертежи самодельных трубогибов для профильной трубы, чтобы постоянно сверяться с ними.
Простой трубогиб, описанный выше, подходит далеко не для всех ситуаций. При необходимости в более высоких характеристиках придется поискать более сложную конструкцию. Достаточно эффективным вариантом самодельного трубогиба является конструкция, основным рабочим элементом которой является домкрат. Чтобы собирать ручные трубогибы для профильной трубы своими руками, потребуется гидравлический домкрат, способный выдерживать нагрузку до 5 т, прочная основа и штыри.
Есть еще один интересный вариант – трубогиб с цепным приводом, который запускается при помощи рукоятки. В чертеж трубогиба такого типа входит металлическая основа в виде буквы П, струбцина, три ролика, лебедка и цепь. Соединение деталей осуществляется при помощи сварки.
Алгоритм сборки такого инструмента выглядит следующим образом:
- Первым делом к основе крепится П-образная деталь;
- С двух сторон от детали крепятся два ролика, а третий устанавливается так, чтобы все они образовали равнобедренный треугольник;
- На ролики заводится цепь с подключенной лебедкой.
Чертежи устройства
- Изготовление приводных (опорных) валов и ролика. Эту работу лучше доверить токарю, после чего детали необходимо закалить.

Изготовление валов и опорных колец придётся доверить токарю
Можно изготовить цилиндрические валики без проточек под профильные трубы. В таком случае на каждый вал изготавливают по два ограничительных кольца. Такие цилиндрические насадки устанавливают с учётом ширины заготовки и фиксируют при помощи болтов.
- Подшипники устанавливают в обоймы. Если нет возможности использовать заводские детали, то их можно также выточить на токарном станке.

Опоры валов с установленными подшипниками
- На валы примеряют звёздочки и определяют расположение шпоночных канавок. Пазы под шпонку можно нарезать при помощи дрели и напильника или дремеля.

Шпоночный паз можно сделать дрелью
- В ограничительных насадках сверлят отверстия и нарезают резьбу под зажимные болты.

Резьба для фиксации ограничительных колец
- Изготавливают площадку для установки прижимного ролика. Для этого берут толстую металлическую пластину или швеллер, в котором сверлят по две пары отверстий для крепления обойм с подшипниками. Кроме того, на обратной стороне будет установлен гидравлический домкрат, поэтому в некоторых случаях придётся срезать одну полку швеллера.

Опорная площадка верхнего ролика
- Прикручивают прижимной вал и приваривают к площадке проушины из гаек М8 для крепления пружин.
- При помощи сварочного оборудования изготавливают опорные ноги и станину. Особое внимание следует уделить той части корпуса, в которой будет находиться опорная площадка верхнего ролика. Уголки, которые будут её формировать, должны быть ровными, а при их монтаже следует тщательно соблюдать геометрию, используя измерительное оборудование.

Станина с установленной площадкой верхнего ролика
- Площадку с установленным роликом подвешивают на пружинах к верхней поперечине станины.

Пружины дадут возможность приводить домкрат в начальное положение
- В опорной раме сверлят ряд отверстий, которые будут обеспечивать переменное расстояние между валами. Важно точно выдерживать расстояния, поскольку при смещении подшипниковых узлов перпендикулярность установки будет нарушена, вследствие чего заготовку будет зажимать в процессе прокатки.
- Устанавливают опорные валы. Монтируют ведомую и ведущую звёздочки и приводную цепь.

Монтаж приводных валов и звёздочек
- В опорной раме станины прорезают паз под натяжной ролик. Натяжитель устанавливают на станок и устраняют провисание цепи.

Натяжитель позволит избежать провисания цепи
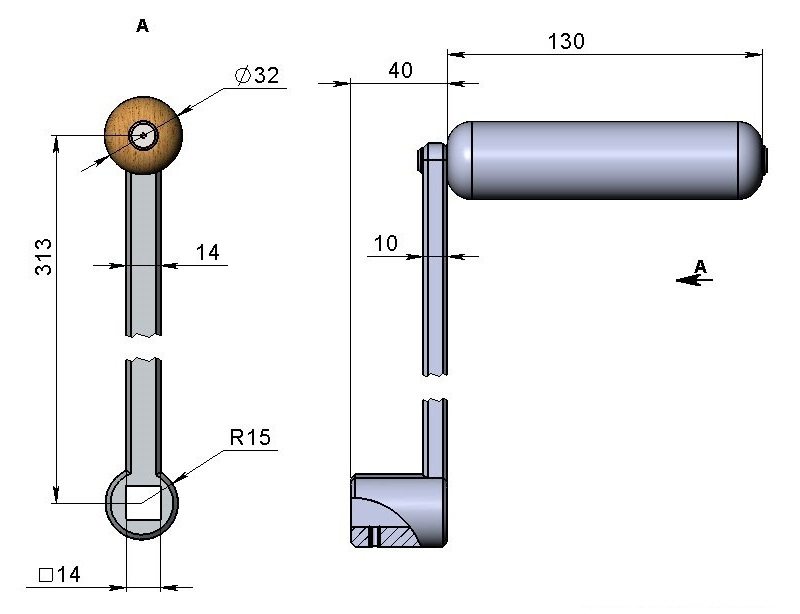
- Из стального прутка диаметром 20 мм изготавливают ручку привода станка. На ту её часть, за которую держат рукой, монтируют отрезок металлической трубки, смещение которой ограничивают большой шайбой, приваренной к торцу ручки.

Правильно изготовленная ручка не будет натирать руки
- На верхнюю площадку устанавливают домкрат и фиксируют его при помощи болтов и гаек.

Установка домкрата — финальная стадия работы
- Проводят испытания станка на отрезке профильной трубы. Для этого заготовку укладывают на нижние валы и прижимают к ним при помощи домкрата. Вращением ручки устройство приводят в действие. Пробуют различное усилие прижатия и его влияние на радиус закругления детали.
Основные характеристики трубогиба
Конструктивно профильный трубогиб представляет собой специфический станок для проката профильной трубы, позволяющий изгибать труб с различными вариантами сечения профиля.
Хорошие трубогибы для профильных труб позволяют решать несколько задач, в число которых входят:
- Возможность изгиба трубы под необходимым углом, величина которого может достигать 180 градусов;
- Возможность работы с трубами в достаточно широком диапазоне диаметров – от 5 до 1220 мм;
- Возможность обработки труб, выполненных из разных материалов (при необходимости можно изгибать как металлические, так и пластиковые изделия).
В принципе, необходимость в трубогибе для обработки полимерных труб отсутствует – такой материал вполне можно изгибать другими способами. Зато при обработке металлических изделий не обойтись без профессионального оборудования.
Конечно, всегда можно приобрести готовый инструмент или арендовать его, но эти решения нельзя назвать лучшими. Аренда специализированного оборудования обычно обходится недешево, а приобретение – еще дороже. Кроме того, нужно понимать, что покупка трубогиба ради разовой работы будет не самым выгодным вариантом. Чтобы избежать лишних затрат, многие изготавливают трубогибочные станки своими руками.