- Как согнуть профильную трубу без трубогиба
- Специфика процесса
- Основные методы изгиба профильной трубы
- Нахолодную
- Рычагом с насадкой
- По оправке
- Нагорячую
- Горячая формовка
- Гнем вручную
- Тонкости горячей гибки
- Советы и рекомендации
- Специальные устройства для гибки
- Трубогиб
- Кондуктор
- Гибочная плита
- Полезные видеоматериалы по теме статьи
- Как согнуть профильную трубу своими руками
- Видео-рекомендации: как согнуть вручную трубу из металлопластика
- Как загнуть по оправке
Как согнуть профильную трубу без трубогиба
Профильной считается труба, имеющую отличное от круглого сечение. Оно может быть прямоугольным, овальным, шестиугольным или квадратным. Труба обладает повышенной прочностью, ведь ее грани берут на себя роль ребер жесткости. Профильные изделия справляются со значительными нагрузками на изгиб, благодаря чему являются хорошим выбором для возведения металлокаркаса построек самого разного назначения.
Сырьем для производства профильных труб чаще всего становится высоко или низколегированная сталь. В зависимости от способа изготовления различают электросварные, холодно и горячекатаные, бесшовные трубы.
Изделия различаются толщиной стенки и высотой профиля. Такие трубы могут использоваться для изготовления различных деталей в форме рам, лестниц и перил. Чаще всего трубу профильную применяют в строительстве для сооружения арочных конструкций и в качестве замены железного бруса при возведении каркасов.
Профильная труба широко используется в качестве каркаса для возведения самых разных построек. С ее помощью легко можно собрать всевозможные беседки, теплицы, навесы
Собственно изгибание такой трубы представляет собой процесс придания элементу изогнуто-плавной конфигурации. Сделать это можно только под давлением, поскольку деталь имеет высокую прочность. Чтобы уменьшить необходимую для изгиба силу давления, можно использовать нагрев изгибаемого фрагмента.
Несмотря на кажущуюся простоту операции, в результате гибки не всегда получаются элементы нужной конфигурации. Довольно часто возникают проблемы. К числу самых распространенных осложнений относят три. Первое заключается в том, что внутренняя сторона профиля складывается своеобразными складками, которые напоминают гофру. В правильном варианте она равномерно сокращается.
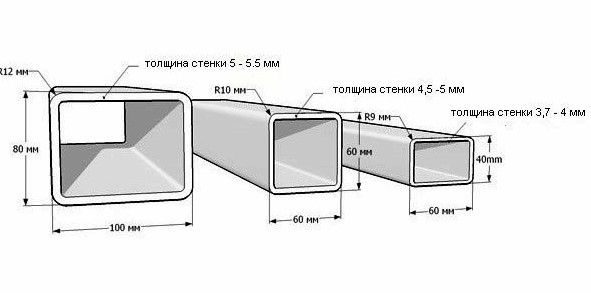
Промышленность выпускает множество разновидностей профильной трубы. Они различаются формой сечения, высотой профиля, толщиной стенки
Вторая сложность – разрыв наружной стенки профильной трубы. В ходе гибки она растягивается. Иногда металл не выдерживает силового воздействия и лопается. Третья проблема в том, что труба, изменяя свою форму, способна утратить соосность элементов. Это означает, что ее фрагменты в изогнутом состоянии будут лежать в разных плоскостях. А это недопустимо. Практика показывает, что все сложности происходят по причине ошибочного выбора способа гибки.
Чтобы выбрать его правильно, нужно учесть пластические возможности профильной трубы. Они определяются размерами и формой сечения, а так же толщиной стенок изделия. Исходя из этих величин, можно рассчитать минимально возможный радиус закругления. Пытаться выполнять закругление меньшего радиуса настоятельно не рекомендуется.

Чтобы определить минимальный радиус, нам потребуется высота сечения. Она рассчитывается следующим образом. Замеряется высота профиля, из нее вычитается удвоенная толщина стенки изделия. Полученное число будет искомой высотой, обозначим ее h. Для труб с сечением в форме прямоугольника и квадрата действует следующее правило. Если высота профиля выше 20 мм, деталь выдерживает изгиб на участке, минимальная длина которого составляет hх3,5.
Изделия с профилем ниже 20 мм можно сгибать на участке длиной от hх2,5 и больше. Это правило справедливо для всех труб. Однако толщина стенки детали тоже влияет на ограничения в гибке. Чем она тоньше, тем выше вероятность появления разрыва или смятия детали. Специалисты настоятельно не рекомендуют пытаться гнуть широкие изделия толщина стенок которых менее 2 мм. В этом случае оптимально воспользоваться сварочным аппаратом.
В процессе изгибания профильной трубы очень важно выполнять все действия правильно и аккуратно, иначе деталь может утратить соосность или смяться. Использовать такую трубу нельзя
Еще один момент, о котором нужно знать. Трубы из низколегированных и углеродистых сплавов очень упруги и после сгибания могут как-бы «пружинить», пытаясь принять прежнюю форму.
Это предполагает дополнительную работу с изделием, поскольку его придется заново подгонять по заранее изготовленному шаблону. Поэтому рекомендуется выяснить значение пластического момента сопротивления данной профильной трубы и проводить изгибание с учетом этого показателя. Чем он меньше, тем меньше деталь будет «пружинить».
Существует два основных метода гибки профильной трубы: холодный и горячий. Первый предполагает, что процесс изгибания выполняется без предварительного температурного воздействия на деталь. Тогда как второй проводится только с предварительно разогретой трубой. Надо признать, что нагрев детали значительно увеличивает ее пластичность и облегчает процесс гибки.
Нормативов, строго регламентирующих использование холодного и горячего метода гибки для профильных изделий, не существует. Они есть только для труб с круглым сечением. Согласно этим нормам горячая гибка используется для деталей, диаметр которых составляет 100 мм и больше. Для прямоугольных и квадратных труб действуют несколько иные правила.
Проще всего выполнять изгибание профильных труб специальным инструментом трубогибом, однако он доступен далеко не всегда
Профессионалы рекомендуют изгибать только холодным способом все трубы с высотой профиля менее 10 мм. Изделия, высота профиля которых составляет 40 мм и выше гнут горячим методом. Как изгибать детали, с высотой профиля от 10 до 40 мм, решать исполнителю. Чтобы не ошибиться, можно произвести пробную гибку. Вообще, если в наличии имеется трубогиб, с его помощью можно изогнуть трубу безо всякого нагрева.
Если специального инструмента нет, стоит выполнить пробную гибку профильной трубы. Для этого один край детали прочно зажимается в тисках. На другой конец надевается труба большего, чем у сгибаемого изделия диаметра. Получившееся «плечо» следует сильно потянуть, изгибая изделие. Если деталь изгибается, можно использовать холодный метод гибки. Если же нет, применяется изгибание с предварительным нагревом.
У рядового домовладельца редко есть в наличии специальное оборудование. Поэтому нужно знать, как правильно самому согнуть алюминиевую или стальную трубу для теплицы, козырька (навеса) и других нужд без трубогиба.

Очень удобно производить данную работу при помощи сварочного инвертора и бытовой болгарки. Для начала разрабатывается чертеж, по нему в дальнейшем будет расчерчиваться и рассчитываться потребный угол. В схеме обязательно точно измеряется закругление.
Пошаговая инструкция от эксперта как гнуть трубы с помощью тисков, болгарки и сварочного аппарата:
- Если планируется загнуть профтрубу полукругом, то на месте предполагаемого сгиба делается при помощи болгарки несколько тонких надрезов;
- Самостоятельно выполнить работу можно, только если предварительно зафиксировать арматуру в зажимных тисках. Когда пропилы выполнены и очищены от стружки, нужно осторожно начинать сгибать трубу;
- После того как кольцо закрылось, нужно отверстия, которые образовались в результате сгибания, заварить сварочным аппаратом. Некоторые мастера используются простые паяльники, если коммуникация имеет небольшой диаметр;
- Чтобы место сгиба было аккуратным, его нужно будет дополнительно прошлифовать и покрыть защитным средством – это поможет предупредить появление коррозии или преждевременного разрушения соединения.
Ровно выгнуть трубу можно при помощи пружины, которая подходит по размеру профильного сечения:
- Коммуникация фиксируется в тисках;
- В отверстие вставляется пружина соответствующего диаметра. Это не даст при сгибании профильной трубе поломаться или принять неправильную форму;
- Для облегчения работы нужно подогреть место стыка и аккуратно вручную перегнуть коммуникацию по нужному диаметру;
- Здесь очень помогают различные подходящие по наклону изделия из металла, скажем, болгарки, арки и т. д.
Аналогичным образом можно попробовать деформировать коммуникацию при помощи песка. Как правильно согнуть трубу для навеса без применения тисков и пружин:
- Нужно застопорить один конец трубки, закрыв его деревянным клином или любой другой затычкой;
- Закрытым концом труба фиксируется в земле или тисках (если есть возможность). Также можно использовать любое другое приспособление, которое позволяет установить коммуникацию;
- После этого нужно засыпать в открытый конец песок и разогреть паяльную лампу;
- Нагретой лампой нужно провести по месту будущего сгиба, после чего аккуратно согнуть трубу в нужную форму. Работать необходимо довольно быстро, т. к. металл после того, как остынет, будет непригодным для обработки.
Видео обучение о том, как загнуть трубу 20 мм без трубогиба с помощью песка
После осуществления изгиба требуется трубу оставить на некоторое время в зафиксированном положении – это поможет материалу закрепить свою новую форму. Если работы проводятся в зимнее время, то мастера выставляют их даже на мороз.
Как известно для навеса, например, в форме арки нужна изогнутая профильная труба. Важно сделать так, чтобы дуги получились одинаково изогнутыми, иначе навес не получится. Сейчас мы рассмотрим как это делать без использования станка, трубогиба и других вспомогательных средств такого рода.
Нам понадобится:
- Опора на которой мы будем работать, например, металлический стол;
- В качестве балки можно взять трубу 80 на 60 или 50 на 50 мм длиной 3 метра. Но данный метод универсальный – поэтому какой в итоге у вас будет балка-опора не важно;
- Профильная труба 20 на 20 или 20 на 40 мм, которую мы и будем гнуть.
Разбираемся как загнуть трубы для теплицы своими руками в домашних условиях
Благодаря тому, что металлоконструкция намного тоньше по сравнению с деревом, естественного света в теплице оказывается больше. Также этот материал более технологичен. Занимаясь возведением арочной теплицы, профиль нужно согнуть.
Сгибается он для арки, идущей вертикальным способом от основания вверх, и посередине, дугообразным способом. Например, если вы выбираете теплицу Митлайдер, прочность каркаса будет обеспечена за счет соединения стоек и балок.
В куполообразных парниках конструкции состоят из многоугольных рам (алюминия/металла), но собирать их самостоятельно достаточно трудно.
Специфика процесса
Основные методы изгиба профильной трубы
Гибка профильной трубы по радиусу своими руками связана с такими сложностями:
- смещение продольных осей и плоскостей детали, что приводит к перекосу;
- разрыв и появление трещин на внешней части заготовки под воздействием усилия разрыва;
- неравномерное сжимание внутренней части, приводящее к эффекту гофры;
- изменение диаметра или формы обрабатываемого изделия.

Чтобы знать, как правильно придавать стальным трубам форму арки, необходимо принимать в расчет ряд факторов.
Профильные трубы сделаны в соответствии с требованиями ГОСТ 54157-2010 и обладают определенными свойствами.
Сгибать профильные трубы необходимо с учетом таких параметров:
- Минимальный радиус гиба облицовочного материала, который планируется уложить на арки. У сотового поликарбоната данные показатели зависят от толщины и структуры.
- Размер профиля и толщина стенок. Изделия с высотой стенки до 10 мм допускается изгибать с использованием мускульной силы. Профили от 20×40 мм и больше, изгибать нужно комплексно, давлением и нагревом или на станке.
- Упругость (пластический момент сопротивления). Его нужно вкладывать в предварительные расчеты, придавая заготовке меньший радиус гиба.
На основе анализа этих данных делается выбор способа выполнения задачи.
Используя подручные средства и бытовые инструменты, можно сделать гибочное приспособление без дополнительных затрат.
Рассмотрим способы, с помощью которых можно сделать гнутые прямоугольные арки идеальной формы.
Нахолодную
Без нагревания холодный прокат гнут в том случае, если для этой процедуры достаточно мускульной силы мастера. Как правило, это квадратные трубы сечением 10×10 мм и прямоугольные 10×20 мм.
Если стенки заготовок толстые, то заполнение внутренней полости сопротивлением не проводится. Рассмотрим основные варианты создания арок из металлических заготовок.
Рычагом с насадкой
Сначала изготавливается лекало с определенной длиной полуокружности, соответствующей заданным параметрам. Делают его из ДСП, фанеры, гипсокартона или досок.

После этого необходимо:
- прочно закрепить тиски на тяжелом и устойчивом столе. В тисках прочно закрепляется отрезок трубы с большим размером, чем у заготовки;
- произвести изгибание в несколько этапов путем вставления профиля отверстие зажатого в тисках отрезка и приложения к нему усилия.
На сгибаемый фрагмент насаживается рычаг достаточной длины, чтобы создать нужное давление для деформации металла. В ходе работы кривизна контролируется лекалом.
По оправке
Оправка изготавливается на твердом основании, которым является бетонная или асфальтовая площадка, большой верстак. По сути — это специальный шаблон, по контурам которого будет изгибаться профильная труба.
С учетом степени упругости металла мастеру необходимо придать оправке меньший радиус.
Процедура проводится в такой последовательности:
- деталь надежно закрепляется на основании;
- к одному из его краев прикручивается проволокой или струбцинами конец заготовки;
- проводится сгибание профиля до тех пор, пока ему не будет придана желаемая форма.
Шаблон можно заменить арматурой, вбитой в грунт. По мере деформации трубы она последовательно приваривается к штырям. После окончания работы арка срезается с стопоров.
Такой способ применяется, когда параметры профиля меньше чем: высота 10 мм, ширина 20 мм толщина стенки 1 мм. Заполненные плотным веществом трубы лучше сохраняют форму, даже при сильном давлении на малую площадь изделия.
Использование песка и воды гарантирует качественный результат без брака. А данный фактор имеет значение, учитывая стоимость стального проката.
Наполнитель должен заполнить полость профильной трубы по всему объему. Намного проще этого добиться с помощью жидкости. Песок трамбуется вибрацией и проливается водой. Отверстия с обеих сторон завариваются или плотно забиваются деревянными пробками. Если применять нагрев, то важно одну из сторон оставить не закупоренной для выхода газов.
Резка болгаркой и сваривание не требует приложения значительных усилий. Мастеру нужно быть готовым к тому, что это мероприятие займет много времени. Плюс у этой технологии в том, что отсутствует вероятность повреждения профиля, его форму можно корректировать на протяжении всего процесса изгибания.
Работа проводится в такой последовательности:
- Составляется схема. На ней изображается расстояние между пропилами и их конфигурация.
- На профиль наносится разметка. По ней болгаркой делаются треугольные пропилы. Надрезанные фрагменты удаляются.
- Проводится сгибание заготовки. Если металл упругий и разгибается после сжатия, то стыки сразу фиксируются точечной сваркой.
- Оставшиеся после сжатия щели завариваются или запаиваются. После остывания металла швы шлифуются и закрашиваются.
- Грани на арке почти не заметны. При укладке поликарбоната небольшие перепады компенсируются толстым уплотнителем.
Нагорячую
Предварительное нагревание осуществляется в тех случаях, если профильная труба имеет крупное сечение или тонкие стенки. То есть — вручную ее согнуть либо невозможно, либо это чревато повреждением или поломкой заготовки. Остановимся на приемах, которые применяются для термического изгибания стального проката.
Пружина нужна для того, чтобы предотвратить продавливание стенок профиля во время их изгибания. Кроме этого, упругая вставка придаст готовому изделию аккуратную и ровную форму. Она должна быть достаточно прочной, чтобы принять на себя и выдержать оказываемое на профиль давление.
Секция одним концом жестко фиксируется в земле или в тисках. Перед тем, как загнуть фрагмент, он разогревается, пока металл не станет красным.
Использование пружины и паяльной лампы избавляет работника от прикладывания излишних усилий.
Горячая формовка
Придать желаемую форму профилю можно и без предварительного внутреннего наполнения. При нагреве сталь становится настолько мягкой и пластичной, что ее можно гнуть руками, без использования рычагов и сложных приспособлений.
Для этого изготавливается выпуклый упор полукруглой формы. Его нужно делать из материала, устойчивого к высокой температуре. Лучше всего для этого подойдет автомобильный диск или шамотный кирпич, обмазанный глиной. Нагретым местом деталь прикладывается к шаблону. После этого она сгибается одним медленным и точным движением. Через несколько минут можно продолжать процедуру.
Средняя цена на сгибание профильного проката составляет (в рублях за погонный метр):
- 10×10 — 80;
- 20×20 — 100;
- 25×25 — 110;
- 30×30 — 120;
- 20×40 — 125;
- 20×45 — 130;
- 40×40 — 140;
- 50×50 — 150;
- 60×40 — 160;
- 50×50 — 180;
- 80×40 — 240;
- 80×80 — 360;
- 100×100 — 480.
Стоимость может отличаться в зависимости от рынка спроса и предложения.
Первоочередность использования специального трубогиба в домашнем хозяйстве стоит предусмотреть еще во время приобретения изделий, если вы все же решились на подобный шаг. Чаще всего специальное оборудование приобретают для работы с большим количеством профильных труб, например, при строительстве домов и сооружении заборов.
Согнуть круглую или квадратную трубу при помощи трубогиба достаточно просто самостоятельно. В этом процессе нужно учитывать только толщину стенок, диаметр сечения трубы, радиус будущего изгиба и материал изготовления. При работе загиб осуществляется в соответствии с техническими допусками толщины стенок трубы и величины сечения, при этом при работе нужно следить за тем, чтобы не появлялись изломы на внутренней части изделия, а также сплющивание поперечного сечения профиля.

При работе с трубами квадратной формы, когда нужно произвести загиб малого радиуса, усилие нужно прикладывать ближе к концам изделия, потому что в центральной части труба будет очень тяжело поддаваться изгибу.
Трубогиб очень плотно обхватывает изделие, изгибает и растягивает одновременно при абсолютно выверенном движении шаблона гибки.
При помощи специального оборудования профильное изделие можно качественно выгнуть в нужном направлении и под необходимым углом, сохранив все характеристики трубы и предотвратив потерю стенками устойчивости. Секрет этой технологии крайне прост, загиб производится при наличии гидростатического давления внутри.
- Изначально нужно правильно высчитать радиус закругления, оптимально подготовить предварительную схему, которая значительно упростит процесс работы, сделает его качественным и быстрым.
- На поверхности профильного изделия по длине участка, который необходимо изогнуть, необходимо выполнить равномерные поперечные пропилы с трех сторон. Производится это самостоятельно с использованием углошлифовальной машины.
- Далее нужно приложить некоторые физические усилия и согнуть трубу в необходимом направлении. Многие профессионалы рекомендуют её тщательно зафиксировать, чтобы изгиб был аккуратным, а труба располагалась в одной и той же плоскости. Сделать это можно, например, в тисках.
- При помощи приготовленного сварочного оборудования все пропилы завариваются в соответствии с техникой безопасности.
- Теперь места сварки нужно отшлифовать и тщательно обработать.
Такой технологией можно добиться максимально точных результатов без использования сложно и специализированного оборудования, которым является трубогиб.
Профильные трубы различного сечения можно согнуть с использованием средств, которые оказывают внутреннее воздействие на конструкцию. Для этого предварительно нужно изготовить пружину с квадратным сечением из стальной проволоки, которая имеет толщину от одного до четырех миллиметров. Значение нужно выбирать в соответствии с толщиной профиля.
Приготовленную пружину нужно аккуратно навить, при этом величина каждого участка пружины должна быть на 1,5-2 миллиметра меньше, чем внутренний диаметр сечения профильного изделия, в этом случае пружина должна свободно находиться внутри изделия, которое необходимо согнуть.
- гибкие прутья (для полудуг) – длиной полтора метра, в количестве 12 штук;
- для строения высотой 1.8 м – 10 штук прутьев, длина которых 2 метра, а диаметр 30 миллиметров;
- изготавливать каркас необходимо начинать с того, чтобы определить отверстия для прутьев, иногда бывает нужно согнуть квадратную трубу, в которой сечение 20 на 20, а диаметр будет три метра.
Гнем вручную
- появление мелких складок на внутренней поверхности профиля
- изгиб с нарушением оси – кручение детали, изгиб в нескольких плоскостях
- разрыв плоскости или сварного шва
- смятие или излом, появление трещин в месте изгиба
Тонкости горячей гибки
Изгибание фрагмента профильной трубы происходит после его разогрева. Желательно выполнить операцию за один подход, поскольку многократный разогрев металла нежелателен. Изделие, охлажденное до светлого вишневого цвета, может разорваться. Поэтому такой способ идеален для выполнения углового единичного сгиба. Для изгибания профиля под округлую арку его нужно применять с осторожностью, поскольку многократный нагрев в данном случае неизбежен.
В качестве наполнителя для трубы при горячей гибке хорошо использовать просеянный и прокаленный песок. Он засыпается внутрь детали с помощью воронки
Чтобы правильно согнуть своими руками профильную трубу горячим способом следует использовать наполнитель. Так удастся предотвратить возможное смятие детали. В качестве наполнителя обычно берется песок. Оптимальный вариант – среднезернистый строительный песок. Если его нет, подойдет материал из детской песочницы. Для начала его нужно очистить от ненужных примесей.
Для этого песок просеивается сквозь сито с ячейками размером 2-2,5 мм. Так удастся избавиться от крупных камушков и мусора. Если в процессе гибки такое включение окажется непосредственно у стенки трубы, оно сформирует рельеф, которые совершенно не нужен. Слишком мелкие песчинки тоже не нужны. В процессе нагрева они способны спекаться, что нежелательно.
Наполнитель готов. Теперь можно заняться деталью. Для начала нужно отжечь трубу на участке, где будет выполняться сгибание. Затем можно приступать к изготовлению заглушек. Потребуется две одинаковых по размеру детали, которые будут закрывать оба конца профильной трубы, чтобы не высыпался находящийся в ней песок. Заглушки выполняются только из дерева, другой материал использовать нельзя.
Определимся с размерами и формой деталей. Это должны быть пирамиды, длина каждой в десять раз больше, чем ширина основания. Размеры собственно основания должны почти в два раза превышать размеры отверстия, которое будет закрываться этой заглушкой. Подготовленные изделия нужно примерить к трубе.
Профильная труба закрывается деревянными заглушками. В одной из них обязательно выполняются выемки для выхода газов, образующихся внутри разогреваемой детали
Если все нормально, на каждой из сторон одной из заглушек выполняем продольный паз. Через эти пазы будет выходить из заготовки скопившийся при нагреве газ. Можно приступать к заполнению трубы. Для этого берется заглушка без пазов и устанавливается на место. Обычная воронка вставляется в противоположный конец детали. Если труба длинная, ее располагают под углом к земле, если короткая – перпендикулярно.
Через воронку малыми порциями засыпают песок. После каждой порции берут резиновую или деревянную киянку и хорошенько простукивают деталь снизу, помогая песку распределиться максимально равномерно и уплотниться. После того, как при постукивании по всей длине трубы будет слышен глухой звук, работу нужно прекратить. Это значит, что деталь полностью заполнена песком.
Заполненная песком заготовка закрывается второй заглушкой. Теперь нужно мелом наметить границы участка, который должен будет подвергнуться нагреву. Его длина должна быть равна минимум шести диаметрам заготовки. Деталь надежно закрепляется в зажиме или в тисках. Если труба сварная, ее нужно закрепить так, чтобы шов оказался снаружи изгиба. Если он будет внутри, деталь может лопнуть.
Теперь следует разогреть фрагмент трубы до красно-вишневого цвета. Это можно сделать паяльной лампой либо газовой горелкой. Важный момент. Весь участок должен прогреваться равномерно. Нельзя допускать перегрева отдельных фрагментов. Если это все же произошло, следует остудить такие участки. Индикатором достаточно прогретой трубы станет отскакивающая от нее окалина.
Специалисты настоятельно рекомендуют выполнять горячее изгибание профильной трубы за один прием. Многократный разогрев детали может привести к ее разрыву

После того, как заготовка будет раскалена, на ее конец надевают фрагмент трубы большего сечения. Так, чтобы край детали немного не доходил до будущего изгиба. После чего трубу аккуратно сгибают до нужной формы. Делать это нужно в один прием плавным поступательным движением в вертикальной или горизонтальной плоскости. Полученный изгиб проверяется по шаблону.
Согнутая труба должна остыть, после чего ее следует еще раз сравнить с шаблоном и убедиться в правильности приданной формы. Если это так, заглушки выбиваются. Часто сделать это сложно, тогда можно просто выжечь деревянные пробки и высыпать песок. Чтобы изгиб получился четким, без складок и разрывов, нужно максимально плотно набить в трубу песок и равномерно разогреть деталь.
Советы и рекомендации
Придание профильным трубам формы арки является сложным процессом, требующим наличия навыков обращения с бытовыми инструментами и металлом.
При изготовлении арок следует придерживаться таких правил:
- Работать легче и удобнее с короткими заготовками. Перед изгибом детали целесообразно разрезать на отрезки длиной 1,5-2 метра. Последующая сварка не ослабит прочность готовой арки.
- Нагрев металла следует производить медленно, чтобы не допустить неравномерного прогрева и деформации. Образовавшуюся окалину необходимо сразу счищать, так как она вызывает коррозию.
- Стальной прокат нельзя подвергать воздействию температуры выше 800 ºС. Такое воздействие приводит к разрушению кристаллической решетки металла. Профиль становится мягким или хрупким.
- Все действия по изгибанию следует выполнять медленно, постепенно увеличивая нагрузку.
Специальные устройства для гибки
Для того, чтобы достичь высокого качества готового продукта, можно воспользоваться заводскими и самодельными приспособлениями.
Трубогиб
Трубогибы состоят из станины, нескольких роликов, ограничителей и привода. Управление прибором осуществляется вручную, электромотором и гидравлическими цилиндрами. В частном строительстве используются профильные трубы с высотой стенки до 20 мм. С их сгибанием справляется ручной трубогиб.
Кондуктор

Этот инструмент предназначен для точного изготовления и соединения стыков профиля при резке болгаркой и соединения арок с вертикальными, поперечными и наклонными стойками.
Благодаря использованию кондуктора достигается максимально точное соединение деталей под прямым углом и аккуратный шов между ними.
Гибочная плита
Данное приспособление представляет собой съемную конструкцию, устанавливаемую на верстаке или на полу мастерской.
Для крепления используются закладные детали или анкерные болты. Кривизна опорной плиты регулируется болтами.
Полезные видеоматериалы по теме статьи
Способов ручного изгибания профилированных труб довольно много. И все они имеют общий недостаток: требуется очень большое усилие для их сгибания. Физически неподготовленный мастер может и не справиться с такой работой. Изгибание деталей с помощью специализированных устройств намного проще, точнее и не требует особых физических усилий.
Проблема в том, что стоимость такого оборудования достаточно велика. Поэтому покупать прибор только для того, чтобы выполнить разовую работу, безусловно, нерентабельно. Лучший вариант – аренда специализированного оборудования, что позволит за небольшую плату получить профильные изделия, согнутые точно по шаблону.
Как согнуть профильную трубу своими руками
Про то, как самостоятельно собрать ручной трубогиб мы уже писали в прошлом материале. Это не самое простое устройство, но оно позволит быстро гнуть довольно большие объемы профиля. Для сборки вам понадобятся 3-5 заготовок для валов, швелер, двутавровая балка, болгарка, сварочный аппарат и дверь с набором крепежа. На фото ниже как раз те вальцы, о которых шла речь.
На сегодня это все, что мы для вас подготовили. Делитесь своими способами гибки в комментариях и рекомендуйте наши статьи своим знакомым. До встречи!
Видео-рекомендации: как согнуть вручную трубу из металлопластика
При проведении строительных работ все чаще используется гнутая профильная труба. Конструкция и способы изготовления данных материалов наделяет их отличными характеристиками.

Поэтому многие интересуются, как согнуть профильную трубу в домашних условиях. Ведь такая необходимость появляется часто.
Сразу нужно отметить, что профильные трубопрокатные изделия имеют более эстетичный вид, чем их круглые «собратья». А гибку можно произвести:
- В специализированной мастерской.
- Самостоятельно, в домашних условиях.
Если предпочтение отдано второму варианту, то следует знать, что для этих действий придется иметь определенные знания. Смотрите видео на нашем сайте и у вас все получиться.
Дело в том, что на профтрубу, при изменении конфигурации, влияет две силы:
- сжатие, которое оказывает воздействие изнутри;
- растяжение, действующее извне.
Когда неправильно гнут профтрубу, то она меняет свою форму, и теряет соосное расположение некоторых участков. Так же растягивающаяся стенка может просто не выдержать механического воздействия и придти в негодность. Помимо указанных проблем, может возникнуть неправильное сокращение и образование складок на внутренней стенке согнутой заготовки.

Не редко происходят случаи, что согнуть трубу из профиля по радиусу получается легко, но обрабатываемая деталь получается смятой. После этого она уже пригодна только на металлолом.
Совокупность этих факторов влияет на неоправданное увеличения расходов, чего серьезный хозяин никогда не допустит. Следовательно, не смотря на то, что данный трубный сортамент достаточно гибкий, не стоит спешить обрабатывать его, а перед тем, как гнуть профтрубу по радиусу в домашних условиях, важно детально изучить технологию. Об этом речь пойдет дальше.
Пренебрегать технологией не стоит. Только вооруженному знаниями мастеру вопрос, как гнуть в домашних условиях профиль, не создаст больших проблем. Все рекомендации, как согнуть профильный металлопрокат правильно, даны профессиональными мастерами, которые изучали данную проблему на практике длительное время.
Как загнуть по оправке
В домашних мастерских металлопрокат с толщиной стенки не больше 3 мм можно согнуть посредством оправки. Лучшим вариантом для решения задачи, если надо согнуть своими руками профтрубу на 20 является профилегибочный станок, на верхней части которого хватает пространства для отделочного оборудования. Такие приспособления превосходно справляются и с изделиями с диметром 40 мм.
При изменении формы сортамента на 20 и 40 мм, на верстаке выбирают оптимальное пространство для установки элемента для фиксации. Для облегчения выполнения работы на одной стороне станка существуют отверстия, которые располагают близко друг к другу.
Проблему, как загнуть профильную трубу в домашних условиях без трубогиба по оправке, решать не сложно. Требуемый радиус при деформировании получают из-за установки специального шаблона. Для его изготовления применяют толстую фанеру. Но, если работы по загибу профильных труб требуется производить часто, то можно сделать шаблон из металлического уголка.