
- Технология пайки медных труб
- Процесс пайки медных трубок газовой горелкой: виды, применяемые материалы и инструменты
- Методы пайки
- Материалы для пайки
- Флюс для пайки
- Фитинги под пайку
- Процесс сваривания
- Заключение
- Пайка медных труб газовой горелкой: методы пайки, инструменты, материалы и процесс пайки
- Методы пайки
- Способы стыковки
- Выбор газовой горелки
- Работа с твердым припоем
- Сборка самодельной газовой горелки
- Компоненты для пайки
- Выбор припоя
- Выбор флюса
- Выбор фитингов
- Этапы спайки медных труб
- Ошибки при пайке
- Безопасность
- Горелки со стационарным и одноразовым баллоном
- Особенности работы с мягким припоем
- Оборудование для пайки
- Принципы выполнения пайки
- Технология пайки
Технология пайки медных труб
Существует два варианта технологии пайки медных труб с использованием газовой горелки:
- Высокотемпературная пайка. Такой тип соединения используется при работе с системами, имеющими большую степень нагрузки. Температура, при которой можно паять достигает 600-900 градусов.
- Низкотемпературная пайка. Такой тип соединения используется при установке систем бытового назначения. Температура меньше 450 градусов применяется для пайки с мягким припоем. При использовании твердого припоя, нагрев должен быть больше 450 градусов.
Процесс пайки медных трубок газовой горелкой: виды, применяемые материалы и инструменты
Металлы соединяли при помощи пайки еще более пяти тысяч лет назад в Древнем Египте. Неразъемное соединения получается при помощи припоя, который вводится между двумя деталями. Припой — это расплавленный материал, чья температура плавления ниже чем у деталей. Также немаловажен выбор соответствующего вида газовой горелки, материалов и соблюдение техники безопасности.
Спаять медные трубы собственными руками — это не такая сложная задача. Однако, выполнять пайку следует аккуратно, а перед началом работы следует подготовиться.
За рубежом трубы из меди применяются в водоснабжении, отоплении и газоснабжении. Им находят место в холодильный системах и системах кондиционирования.
Медные трубы обладают большим числом достоинств:
- прочностью;
- долговечностью;
- легко поддаются обработке;
- стойки к высокому давлению и УФ-излучению;
- могут выдержать высокие температуры.
Медные трубы имеют высокую цену по сравнению с трубами из других материалов. Благодаря пайке можно не тратиться на фитинги, что серьезно уменьшает смету. А их надежность позволяет использовать трубопроводные системы из меди долгое время. Срок эксплуатации не меньше 50 лет.
Методы пайки
Соединять медные трубы при помощи газовой горелки можно двумя способами.
- Применение высоких температур. Применяется для монтажа трубопроводов, которые должны выдержать большую нагрузку. Пайка припоем происходит при 600–900 градусов.
- Пайка при низких температурах. Используется для монтажа бытовых систем. Температура при которой происходит пайка зависит от вида припоя: для мягкого — до 450 градусов, для твердого — свыше 450 градусов.

Чтобы произвести качественную спайку медных труб требуется соответствующий инструмент:
- Труборез, чтобы производить перпендикулярный разрез труб относительно их оси.
- Фаскосниматель — удаляет заусенцы и закругляет места реза.
- Труборасширитель — с его помощью можно обойтись без фитингов. Инструмент расширяет конец трубы для того, чтобы одну трубу можно было вставить в другую.
- Не стоит забывать ершики и щетки. С их помощью зачищают окиси с участков пайки.
- Отражатель (рефлектор) пламени горелки. Его крепят на сопло горелки. Применение отражателя позволяет работать горелкой рядом с горючими материалами, предотвращает потерю тепла и обеспечивает равномерный нагрев труб.
- Газовая горелка для пайки медных труб.
Горелки бывают различных видов:
- с балонном для одноразового применения;
- со стационарным балоном;
- ацетилено-кислородная горелка — это специальный аппарат для спаивания труб из меди.
Для припоя, имеющего соответствующую температуру плавления, выбирается горелка с нужной мощностью.
Для спаивания труб из меди изготавливаются газовые горелки. Бывают три типа горелок, которым для работы требуется:
- твердый припой (профессиональные горелки);
- мягкий и твердый припой (полупрофессиональные);
- мягкий припой.
Горелки также различаются составом газовой смеси в баллоне. Смесь может быть предназначена для того или иного вида пайки.
С припоем, который легко плавится, можно работать при помощи специального термофена, который вырабатывает горячий воздух с температурой около 650 градусов. Работает инструмент от электричества.
Обратите внимание
Термофен хорош тем, что способен менять температуру струи воздуха и удерживать ее постоянное значение.
Инструмент оснащен набором насадок, которые позволяют концентрировать в определенном месте нужный напор воздуха.
Материалы для пайки
Правильно подобранные материалы обеспечат стойкое соединение медных труб при пайке газовой горелкой.
Припой различается на твердый и мягкий. Твердый припой продается в виде стержней. Паяют твердым припоем при температуре около 900 градусов. Благодаря твердому припою можно добиться очень прочных соединений, поэтому его применяют при строительстве систем газо- и водоснабжения, систем охлаждения и кондиционирования.
Самыми распространенными и удобными считаются медно-фосфорные припои с добавкой Cu94 и припой с добавкой серебра Cu94 P6 Ag2. Благодаря шестипроцентной добавке фосфора существенно снижается температура плавления меди (до 750 градусов). Припой и медь имеют практически одинаковые коэффициенты температурного расширения, что благоприятствует прочному соединению.
Мягкий припой поставляется в виде проволоки с диаметром 2–3 мм. В основном используется для соединения труб методом низкотемпературной пайки (около 300 градусов) и применяется в бытовых условиях. Производится на основе олова, свинца и сплавов из них в которые добавлены серебро и другие элементы.
Флюс для пайки
Правильный выбор флюса имеет большое значение если хочется получить качественное соединение. Флюсы различаются на низкотемпературные (до 450 градусов) и высокотемпературные (более 450 градусов).
Основное предназначение флюсов:
- очищают поверхность трубы от окисления;
- защищают места спайки от воздействия кислорода;
- улучшают растрескивание припоя;
- повышают сцепление металла с припоем.
Для того чтобы расплавленный припой растекся под действием капиллярных сил и покрыл медь, поверхность, предназначенную для спаивания необходимо зачистить.
После чего нужно нанести пасту (флюс) для спаивания медных труб. Наносить ее следует равномерно тонким слоем при помощи кисти. После завершения процесса пайки остатки флюса необходимо удалить.
Это делается чтобы избежать коррозии металла и утечек.
Фитинги под пайку
Элементы для поворотов, отвода труб и перехода на резьбы называются фитингами. У них имеется регламентированный диаметр раструбов, в которых соблюдается необходимый зазор для труб определенного диаметра.
Цена фитингов довольна высока. В местах, где возможно обойтись без фитингов место соединения обрабатывают труборасширителем.
Процесс сваривания
Технология спайки состоит из ряда последовательных этапов:
- Вначале трубу следует обрезать труборезом.
- Край трубы обрабатывается фаскоснимателем.
- Затем подбирается соответствующий фитинг или край второй трубы расширяется при помощи труборасширителя.
- Детали соединяются, проверяется наличие зазоров.
- На поверхность в месте пайки наносится небольшое количество флюса. Если предстоит пайка высокотемпературным методом при помощи самофлюсующегося припоя, то флюс использовать не нужно.
- При помощи горелки для пайки медных труб соединение равномерно нагревается до температуры, при которой припой будет плавиться.
- В месте зазора наносится припой. Припой должен плавится именно от нагретой трубы, а не от открытого огня горелки.
- Оставшийся флюс удаляется влажной тряпкой или промывается водой.
Стоит отметить, что нагревание медной трубы и плавка флюса процесс, который происходит за короткое время — 5 минут. Очень важно не передержать горелку и не перегреть трубу.
Самые распространенные ошибки:
- Пайщик слабо прогревает место соединения, в результате чего деталь не сплавляется с припоем. При небольшой нагрузке место пайки разрушается.
- Перегревание места пайки приводит к тому, что флюс сгорает и на поверхности образовывается окалина и окись, что сказывается на надежности пайки.
Определить правильную рабочую температуру при которой происходит качественная пайка соединений, может только опытный мастер, который постоянно занимается этим видом работ.
Выполняя паяльные работы, следует строго придерживаться техники безопасности. При проведении работ применяются высокие температуры и химические составы, которые при расщеплении выделяют опасные пары.
Для проведения работ необходимо:
- Для предохранения рук от ожогов требуется надевать защитные перчатки;
- При проверке спаянного соединения следует убедиться в том, что оно остыло. Медная труба нагревается до высоких температур и остывает медленно.
- Спайку медных труб следует выполнять только в проветриваемых помещениях.
- При высокотемпературной пайке твердым припоем проводится травление медных деталей растворами кислот и щелочей. Для безопасности следует облачаться в кислостойкую одежду и резиновые перчатки.
Заключение
Применяя знания, полученные в этой статье, можно произвести соединение медных труб своими руками. Для бытовых условий лучше применять пайку мягким припоем. Четко следуйте рекомендациям и советам и ни в коем случае не пренебрегайте техникой безопасности.
В настоящее время на рынке сантехники предоставлено много материалов для прокладки водопровода. Каждый из них отличается своими эксплуатационными особенностями, качеством и ценой. Одним из самых лучших вариантов является медь. Зачастую услуги сантехников обходятся недешево, поэтому многие домашние мастера хотят проводить пайку медных трубок газовой горелкой самостоятельно.
Несмотря на высокую стоимость материалов, данный вид труб признан одним из лучших.
Гладкая поверхность исключает возникновение засоров, высокая коррозийная стойкость и термоустойчивость меди намного выше, чем у конкурентов.
В дополнение к этому прочность соединения труб при помощи пайки позволяет проводить монтаж водопровода скрытым способом, что положительно сказывается на эстетическом виде помещения и его просторе.

Перед началом пайки необходимо обеспечить наличие всех приспособлений, которые требуются при выполнении работ:
- Расширитель. Поскольку при монтаже применяются трубы идентичного диаметра, то для его расширения нужно применять специальные инструменты.
- Труборез. Медь является легко деформируемым материалом, поэтому для резки желательно заменить болгарку на инструмент для резки труб.
- Металлические щётки и ёршики применяются для зачистки труб снаружи и изнутри.
- Обработать края после резки поможет торцеватель.
- Газовая горелка для прогрева стыков соединения. Рекомендуется использовать горелку, которая имеет функцию регулировки пламени.
- Припои и флюсы для пайки медных труб, подбираемые в зависимости от температуры соединения.
- Электрический паяльник. В случаях, когда работа горелкой недопустима, можно применять специальный паяльник, который будет обеспечивать нагрев соединения.
Пайка является распространённым методом монтажа медных труб. В результате расплавления припоя и его равномерного распределения между зазорами заготовки образуется прочное неподвижное соединение.
Различают два вида пайки в зависимости от температуры: низкотемпературная и высокотемпературная.
Для того чтобы определиться с тем, чем паять медные трубы, необходимо знать различия способов пайки.
Пайка медных труб газовой горелкой: методы пайки, инструменты, материалы и процесс пайки
Методы пайки
Для спайки труб из меди могут понадобиться следующие инструменты:
 газовая горелка для спайки труб;
газовая горелка для спайки труб;- фаскосниматель скругляющий места разреза и устраняющий заусенцы;
- труборез для подготовки участков труб необходимого размера;
- труборасширитель для соединения труб внахлест без использования фитингов;
- отражатель для пламени горелки, который закрепляется на ее сопло и позволяет сохранять равномерную температуру нагрева и работать вблизи горючих веществ;
- щетки и ершики для очищения мест пайки от окиси.

Не всегда удаётся отрезать трубу без нарушения структуры стенки. Величина толщины стенки медных труб до диаметра 28 мм составляет всего 1 мм. Даже применение дискового трубореза для медных труб не даёт полных гарантий ровности среза. Если наблюдаются нарушения стенки, применяют калибратор. Этим инструментом калибруются (выравниваются) патрубок и раструб.
Труборезы выпускаются ручные, электрические, пневматические, гидравлические. Конструктивно труборез представляет собой механический зажим, где в качестве опорных элементов выступают два ролика. Один из роликов имеет режущую кромку.
Процесс реза осуществляется последовательным поджимом и прокручиванием трубореза вокруг оси трубы. Чем плавнее и чаще выполняется поджим, тем качественнее получается отрез трубы.

Труборез медных труб для ручного применения. Этот инструмент даёт качественный ровный отрез трубы. Но на первых порах желательно пройти тренировочный курс – познать технологию обреза на ненужных кусках труб
Монтажные работы часто сопровождаются изгибом медных труб. Качественный ровный изгиб любым радиусом помогает создать инструмент под названием трубогиб. Существуют два вида трубогиба медных труб – пружинный и механический.
Первый инструмент отличается простейшей, но эффективной конструкцией. Предназначается для изгиба труб небольшого диаметра. Второй вид включает в себя несколько конструктивных разновидностей.
Пружинный трубогиб сделан в виде длинного кожуха, который одевается на медную трубу. Один конец такого кожуха немного расширен для большего удобства его применения. Помещенная в такую пружинистую оболочку медная труба сгибается вручную без риска замятия в месте сгиба.

Недостатки – радиус изгиба приходится выверять на глазок, под конкретный диаметр трубы нужен свой пружинный трубогиб.

Пружинный трубогиб в действии. Таким приспособлением удобно изгибать трубы малого диаметра в широком спектре конфигурации радиуса. При этом пружинный труюогиб обеспечивает вполне приемлемое качество изгиба
Механические трубогибы (рычажные, сегментные, арбалетные, гидравлические) позволяют гнуть трубы разного диаметра (от 10 до 125 мм). Медные трубы больших диаметров обычно гнут сегментным и гидравлическим трубогибом. Угол сгиба при работе с такими устройствами может составлять 180°.
Способы стыковки
Пайка – это получение соединения посредством ввода припоя между компонентами. Припой имеет температуру для плавления ниже, чем у объединяемых элементов и благодаря капиллярному эффекту одинаково распределяется согласно плоскости медных труб , что не зависит от положения. Увеличить показатель адгезии и усовершенствовать пайку позволяет использование флюсов и чистка объединяемых плоскостей.
Различают 2 способа пайки медных труб:
- Низкотемпературный. Применяется для бытовых конструкций. Объединение совершается при пайке твёрдым припоем с температурой больше 450 °С, мягким – менее 400 °С.
- Высокотемпературный. Он используется для конструкций с существенной перегрузкой. Плавление припоя совершается при температуре 600-900 °С.
Мягкий сплав предполагает собой проволоку, диаметр которой от 2 до 3 миллиметров, сделанную со свинца, олова, сплавов из них, порой с прибавлением серебра либо прочих компонентов. Твёрдый припой производится в виде стержней. Соединение с его использованием отличается стойкостью к большим температурам и давлению.
Медь является тем оптимальным материалом, который обеспечивает работоспособность систем при высоких значениях давлений и температуры. Поэтому медную трубу применяют не только для устройства водопроводов ГВС или магистралей систем отопления, но также для иных целей.
Для сравнения можно взять полипропиленовые трубы и медные. Первые способны выдерживать температуру лишь до 95ºС при давлениях не более 25 АТИ. Вторые способны работать при Т=250ºС и давлениях до 300 мПа.

Медные трубы специалисты по сантехнике характеризуют как лучший материал, который рекомендуют применять для сооружения водопроводных сетей и систем отопления бытового сектора
Медь – это основной материал, из которого предпочитают монтировать системы водоснабжения и отопления французы, англичане, австралийцы, шведы. Высокая механическая прочность, лёгкость механической обработки – эти свойства сделали бесшовные медные трубы популярными в строительстве разного рода коммуникаций.
Современное производство таких изделий предусматривает нанесение на поверхность труб защитного полимерного слоя, исключающего появление блуждающих токов в зонах магнитных полей.
Галерея изображений
Фото из

Медные трубы используются в сооружении трубных разводок всех разновидностей: в контурах отопления и водоснабжения, в линиях транспортировки газовой среды и жидкого топлива, в солнечных коллекторах и природных термальных системах

Трубы из меди превосходно работают с сохранением технических свойств в температурном интервале от -100 до 250°C. Это наивысшие показатели среди трубных изделий

Благодаря легковесности и жесткости медных труб сооружать из них можно разводку любой степени сложности. Фиксировать на стене допустимо гораздо реже, чем пластиковые

Гладкая поверхность медных труб препятствует образованию осадка на внутренних стенках водопровода. К тому же медь способна обеззараживать и ионизировать питьевую воду

Медные трубы в приоритете при подключении водонагревателей с медным теплообменником. В этом случае необязательно использовать переходники, исключающие формирование гальванической пары

Медь идеально сочетается с любыми видами строительных и отделочных материалов, но требует гидроизоляционной прокладки или дистанционной защиты при соседстве с древесиной

Для сборки трубопроводов, подключения арматуры и устройства разветвлений выпускают медные и латунные, т.е. выполненные из медного сплава, фитинги

Соединения производятся методом пайки или обжима, который осуществляется с использованием обжимных клещей

Система водоснабжения из медных труб

Подключение радиатора медными трубами

Использование легкого веса медных труб

Сборка систем водоснабжения из медных труб

Подключение водонагревателей с медным теплообменником

Медные трубопроводы в деревянном доме

Медные и латунные фитинги

Соединение элементов методов пайки
На практике применяют один из двух способов сборки медных трубопроводов – посредством пайки или механического обжима.
Выбирая способ пайки для монтажа системы, необходимо учесть следующее: все соединения, выполненные таким образом, являются неразъёмными. Пайка обеспечивает высокий процент гарантии плотности, но накладывает некоторые ограничения на техническое обслуживание. Зачастую невозможно модернизировать систему без дополнительных сложностей.
Так, в случае необходимости изменения какой-то части водопровода (системы отопления), например, по причине внедрения нового оборудования, могут возникнуть сложности. Придётся вновь применять газовую горелку и технику пайки лишь для того, чтобы получить возможность внедрить в систему муфту, тройник или иную деталь.
Поэтому паяные соединения используются в проектах скрытого водопровода, замурованного в стенах или под полами.

Пайка медных труб – действие вполне доступное даже непрофессионалу. Но для пайки необходимо оборудование – газовая грелка профессионального исполнения. При однократном монтаже покупка газовой горелки видится нецелесообразной мерой
Процесс пайки неразрывно связан с работой газовой горелки (открытый огонь и продукты горения). Поэтому не всегда такая методика подходит для монтажа, особенно в помещениях, где ранее была выполнена чистовая отделка.

Пошаговый процесс монтажа пайкой:
- Две трубы отрезаются по размеру. Торцевая область зачищается от заусенцев.
- Концевая часть одной из труб расширяется калибратором – делается раструб.
- Металлической щеткой и наждачной бумагой зачищают места пайки до блеска.
- Зачищенные поверхности обрабатываются раствором флюса.
- Обработанные части вставляются одна в другую.
- Место соединения нагревают горелкой до температуры плавления припоя (350-500ºС).
- Концом прутка припоя касаются нижней кромки раструба.
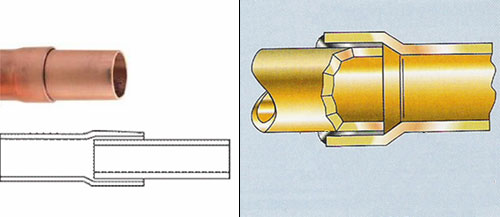
Под воздействием высокой температуры припой расплавляется и устремляется в область зазора между стенками патрубка и раструба за счёт капиллярного эффекта, создаваемого испарениями флюса. Так получается аккуратное и качественное паяное соединение. Это лишь один из примеров пайки соединения «труба-в-трубе».
Таким же образом осуществляется пайка с фитингами и прочими элементами.
Галерея изображений
Фото из

Принцип соединения элементов медного трубопровода пайкой основан на капиллярном растекании жидкого металлического расплава в зазоре между деталями

Используя пайку собирают медные трубопроводы из труб мягкого сортамента (R 220), труб полумягкого сортамента (R 250) труб твердого сортамента (R 290). Цифры обозначают давление, которое сможет держать труба

В сборке систем отопления и водоснабжения используют технологии низкотемпературной и высокотемпературной пайки. Для низкотемпературной достаточно обычной паяльной лампы

Высокотемпературную пайку производят с помощью ацетиленовой или пропановой горелки. Результат соединения может эксплуатироваться при нагреве до 250°, что бывает, например, в солнечных коллекторах

Рассчитанные на соединение пайкой фитинги выпускают с предварительно вплавленных в них припоем и с раструбами, в которые заводят привариваемую трубу. Для осуществления линейного соединения один из отрезков предварительно отжигают и расширяют в виде раструба эспандером

Участки соединения медных труб обязательно обрабатывают флюсом. Он протравит медь и выполнит функцию смазки

Высокотемпературную пайку производят с применением жесткого стержневого припоя, выполненного из сплава меди с бронзой или меди с серебром

При выполнении низкотемпературного соединения используются мягкие виды припоя. Их поставляют в бухточках, намотанных на удобную для работника катушку

Соединение труб и тройника пайкой

Мягкие и твердые виды труб

Лампа для низкотемпературной пайки

Инструмент для высокотемпературной пайки

Присоединение медного уголка к трубам

Использование флюса в пайке медных труб

Стержневой припой для высокотемпературной пайки

Использование мягкого припоя в пайке
Пошаговый инструктаж пайки медных труб, а также технические нюансы проведения работ приведены в этой статье.
Куда проще и легче заниматься монтажом медных труб своими руками, если при этом пользоваться другой широко распространенной технологией – механическим обжимом. Для создания соединения медных труб в этом случае используются специальные фитинги.
Примерно такие же элементы применяются в работе с полипропиленовыми трубами. Но для меди делают немного другую конструкцию обжимного кольца – цельную, без разреза.

Комплект деталей, участвующих в процессе создания соединения посредством механического обжима. Способ монтажа медных труб без пайки нашёл широкое применение в бытовой сфере. Этим способом создаются качественные схемы водопроводов и систем отопления
Обжимные фитинги изготавливаются из латуни. Если судить по степени пластичности материалов, эти значения для меди и латуни практически одинаковы. Важной особенностью парной связки латунь-медь является почти полное отсутствие гальванической связи между материалами.
Этим фактором гарантируется чистота соединения в процессе эксплуатации – отсутствие окислов, коррозии и т.п.
Совсем иначе обстоит дело с алюминием. Этот металл, в отличие от латуни, гальванически связывается с медью. При условиях, когда водопроводная вода насыщена солями, то есть является активным электролитом, образуется благоприятная среда возникновения электрохимической реакции.
Под воздействием такой реакции алюминий разрушается. Поэтому прямая связь медных труб и алюминиевых батарей отопления (или других приборов из алюминия) нежелательна. Следует использовать, например, стальные переходы.
Монтаж фитинга обжимом:
- Концевая область трубы зачищается от заусенцев.
- На конец трубы надевается гайка, обжимное кольцо, фитинг.
- Гаечным ключом под нужный размер фитинг удерживается в одном положении.
- Вторым гаечным ключом гайка наворачивается на резьбу фитинга.

Плотность соединения достигается за счёт равномерного прижима обжимного кольца по диаметру медной трубы. Не рекомендуется применять крайнюю силу в процессе затяжки гайки. От места начального упора достаточно протянуть гайку на 1-2 оборота.

Крупным планом: соединение медной трубы с латунным фитингом посредством механического обжима. Показано обжимное кольцо, благодаря которому создаётся плотное соединение после затягивания гайки. Удобный и простой способ монтажа
Выбор газовой горелки
Выбор горелки – сложный вопрос, учитывая предлагаемое количество инструмента на коммерческом рынке и современные технологии изготовления газовых горелок.
Поэтому термин «лучший», в данном случае, следует, пожалуй, отнести не столько непосредственно к инструменту – горелке для домашней пайки медных труб, сколько к тем условиям производства работ, какие предполагаются.
Однако если на каждые отдельно взятые условия подбирать определенный аппарат, недолго разориться, в буквальном смысле. А потому, лучшей горелкой логично считать универсальную конструкцию. Ярким примером универсальности выступает, к примеру, аппарат фирмы Castolin – модель СT27.

Популярный среди мастеров разного уровня паяльный аппарат от фирмы Bernzomatic – один из вариантов удачного выбора, которым обеспечивается производство работ разной сложности
Среди популярных фирм, поставляющих качественное газовое оборудование для пайки меди, помимо Bernzomatic и Castolin следует упомянуть такие как СЛЕДОПЫТ, DAYREX, Flame Gun, Energy, REXANT, Rothenberger. Кстати, продукция последнего упомянутого бренда отличается довольно высоким ценником.

Кроме производителя при выборе оптимального приспособления для производства пайки, новичкам желательно смотреть характеристики. Если горелка допускает применение практически в любых вариантах исполнения работ, в том числе соединение медных труб и прочие действия, то подобную модель можно брать.
Еще один критерий – тип питания и регулировка пламени. Хорошо, если понравившаяся портативная конструкция для пайки меди будет предназначена под питание от баллонов «SAS/Pro» или «MAPP/Pro» и сможет обеспечить тонкую регулировку и фиксацию пламени.

Не менее важную роль играет вес аппарата – так, неплохой вариант – горелка весом около 400 граммов, которая, к тому же, специально приспособлена для производства пайки в любых положениях
Что касается комплектации, то горелка для новичка в деле пайки меди должна быть оснащена минимум тремя разными наконечниками:
- стандартным;
- циклонным;
- супер циклонным.
Такой набор наконечников позволит обрабатывать точки паяных соединений самых различных конфигураций и формировать красивые малозаметные швы.
Вот, собственно, примерно по такому принципу следует подбирать аппарат под пайку. Современный рынок открывает обширные возможности для выбора подходящей горелки.
В зависимости от необходимой мощности горелки могут иметь:
- одноразовый баллон;
- стационарный баллон;
- ацетилено-кислородную систему.
Для профессиональных горелок используется только твердый припой. Бытовые модели предназначены для мягкого припоя. Полупрофессиональные горелки могут работать с любым типом припоя. Смесь в газовом баллоне может различаться в зависимости от вида пайки.
Для пайки с мягким припоем можно использовать электрический термофен с предельной температурой в 650 градусов. Преимущество этого инструмента в возможности сохранять постоянную температуру плавки и менять ее при необходимости. Специальные насадки помогают сосредотачивать поток горячего воздуха на требуемом участке трубы.
Ручные горелки имеют компактные размеры и удобны при работе в тесных помещениях. Работают они от баллона одноразового использования, наполненного ацетиленом, бутаном или пропаном. Длина пламени регулируется специальным вентилем, находящимся на держателе-ручке. Такую горелку можно применять при пайке твердым и мягким припоями.
Функционал устройства дает возможность настраивать мощность огня, а мобильность позволяет легко переносить его на любые расстояния. Набор из пяти сопел позволяет управлять скоростью нагрева металла. Блокирование подачи газа при помощи обратного клапана делает горелку достаточно безопасной. Ручные горелки не нуждаются в дополнительном источнике питания.
Среди отечественных производителей горелок наиболее популярны устройства «Донмет». У компании имеется обширный выбор ручных горелок с различными видами газового топлива и приемлемой ценой. К примеру, горелка ГЗУ имеет множество насадок различных размеров и работает на смеси пропанокислорода. Также есть модели с экономным расходом газа и возможностью работы с твердыми и мягкими типами припоя.
Зарубежные горелки различны по уровню цены. Из бюджетных вариантов можно выделить горелку китайского производства Kovica KS-1005 KIT с одноразовым цанговым баллоном. Обычно цена на них не превышает 1000 р.
Из популярных и более дорогостоящих брендов можно выделить горелки Roflame Piezo для пайки при низких температурах. Они стоят около 3000 р. Горелка на пропане Virax, имеющая пьезоподжиг обойдется в 4000 р. Европейские модели Castolin выпускаются с баллонами на бутане и газе MAPP. Стандартная горелка этой фирмы имеет цену в 1500 р. и более. Модели, имеющие кнопку фиксирования пламени, сменные сопла и регуляторы давления стоят от 2200 р.
Горелка Super Fire 3 от компании Rothenberger, работающая на газе MAPP, имеющая пьездоподжиг и защитный клапан, в разных комплектациях будет стоить от 7000 до 9000 р. С ее помощью осуществляется пайка труб диаметром до 35 мм с мягким припоем. Трубы диаметром до 28 мм соединяют твердым припоем.
Итальянские горелки Kemper с одноразовыми баллонами, укомплектованные наборами сменных жал и насадками обойдутся в 1500 р. За такую же цену можно приобрести американские модели Bernzomatic. Тайваньские газовые горелки Dayrex-22 с температурой для работы 400-1300 градусов, стоят немного дороже. Они имеют в комплекте: припой, некоторое количество насадок и губку.

Немецкая компания Rems производит горелки для пайки при высоких температурах, с разнообразным составом газовых смесей, имеющие турбоподдув и самоподжиг. Модель Rems Blitz выдает точечный поток пламени в 1950 градусов и используется для мягкой пайки труб в 35 мм диаметром. Горелка модели Rems Macho использует в качестве топлива ацетилен и применяется для твердой и мягкой пайки труб с диаметром в 64 мм.
Работа с твердым припоем
Медь как материал, включая ее сплавы, доступна для пайки при низких и высоких температурах. В итоге получается качественное соединение вне зависимости от того, какого вида припой был использован: мягкий или твердый.
Низкотемпературные сплавы обеспечивают стыковку медных труб, когда не затрагивается структура металла. Однако образующееся соединение отличается швом, который обладает низкими механическими характеристиками. В то время как высокотемпературные припои – это безупречная прочность шва, что позволяет эксплуатировать соединенные с его помощью трубы при высоких температурах. Этот вид пайки приводит к отжигу меди, потому необходимо обладать соответствующим опытом, чтобы не допустить пережога металла.
Низкотемпературная пайка медных труб преимущественно находит свое применение при организации систем отопления и водоснабжения. Для этих целей используются низкотемпературные припои, не имеющие в своем составе свинца, которые гарантируют высокое качество работы. К таким металлам относятся сплавы олова с медью, сурьмой, селеном, серебром и висмутом. При этом их состав в основном формируется за счет олова, а содержание других элементов – это лишь около 5% от общей массы.
Лучшими технологическими характеристиками обладают припои, содержащие серебро, например, S-Sn97Ag3 (олово 97%, серебро 3%). Чуть хуже обстоят дела со сплавами, имеющими в своем составе медь, которые также обеспечивают высокое качество соединения. Например, таким припоем является S-Sn97Cu3 (олово 97%, медь 3%). В то же время существуют универсальные сплавы, характеризуемые как оловянно-медные, но они отличаются высокой стоимостью.

Приведенные в качестве примера припои позволяют получить отличный шов, обеспечивающий возможность длительной эксплуатации того или иного трубопровода. На практике другие сплавы не находят своего применения, так как заявленные характеристики упомянутых выше составов высоки, что в сочетании с относительно невысокой стоимостью делает их недосягаемыми для ближайших конкурентов.
Процесс низкотемпературной пайки осуществляется с применением флюсов, в составе которых имеется хлорид цинка. Выбор того или иного химического вещества не актуален, так как практически все предлагаемые смеси этого вида полностью отвечают существующим требованиям. Например, можно выбрать канифольно-вазелиновую пасту, созданную на основе канифоли, вазелина технического назначения и хлористого цинка. Флюсы такой консистенции отличаются максимальным удобством применения.
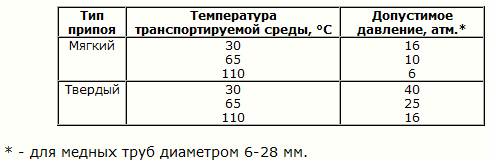
Низкотемпературные припои создают условия для образования довольно прочных соединений, поэтому их использование оправданно лишь в тех случаях, когда возникает необходимость сборки отопительных систем, температурный режим эксплуатации которых превышает 110 °C. В той же мере это относится и к организации газопроводов на основе труб из меди.
Нижеприведенная таблица содержит в себе информацию относительно допустимых значений давления в трубопроводах, создаваемых за счет использования медных цилиндрических изделий диаметром от 6 до 28 мм.
В основном высокотемпературная пайка меди производится с использованием припоя L-CuP6, содержащего в себе 94% упомянутого металла и 6% фосфора. Последнее вещество, добавленное в состав сплава, обеспечивает снижение температуры плавления меди, что, собственно, и позволяет применять данную смесь как припой.
Медно-фосфорные припои образуют довольно хрупкие соединения, поэтому их нельзя применять в работе с чугуном, сталью, алюминиевой бронзой и цветными металлами, содержащими более 10% никеля. Если предполагается соединение посредством этих припоев изделий из меди и медных сплавов (бронзы, латуни), необходимо обязательно применять высокотемпературную смесь, обладающую химическим действием.
Вне зависимости от вида пайки желательно использовать согласованные припои и флюс, ориентированные на конкретный тип соединения и выпускаемые одним производителем.
Паста для пайки меди – это то же самое, что и флюс, только в виде загустевшей смеси, которую можно наносить на трубу как до стыковки, так и после нее. Свойства вещества аналогичны характеристикам флюсов. Паста улучшает адгезию припоя, а также препятствует проникновению воздуха в стыковочный шов.
Хорошее качество коммутации можно обеспечить как мягкими, так и твердыми припоями для медных труб.
При использовании низкотемпературных материалов прочность соединительных швов несколько снижается, зато используемый при этом температурный режим не нарушает целостности меди. Как правило, на 95% эти припои состоят из олова. Особенно востребованы вещества, содержащие определенную долю серебра.
Высокотемпературную пайку осуществляют с помощью твердого медно-фосфорного припоя (доля фосфора составляет примерно 6%), поступающего в продажу в виде прутков.
Под флюсом понимается специальный состав в виде жидкости или пасты, благодаря которому расплавленный материал затекает внутрь соединения. Это достигается за счет улучшения адгезии припоя к трубе и созданию защиты для соединительного шва от проникновения в него воздушных пузырьков. В данном случае разрешается использование любого флюса для меди. Они обычно изготовляются на основании хлорида цинка или буры.
С помощью низкотемпературного метода производят монтаж водопроводов и систем отопления, а также пайку трубок кондиционеров и холодильников, температура среды которых не превышает 130 градусов. Таким способом можно соединять трубы сечением не более 10 см. По ходу работы медные изделия вальцуют, зачищают, обрабатывают флюсом и вставляют друг в друга. Соединительный участок необходимо разогреть до 200-250 градусов, с дальнейшим нанесение припоя на стыковочные кромки.
Используя горелку, важно не переусердствовать, так как ее температура иногда поднимается до 1000 градусов. Поэтому разогрев скрепляемых поверхностей рекомендуется проводить сериями по 15-20 секунд, постоянно перемещая пламя. Ориентиром для уровня нагрева обычно выступает цвет флюса (он должен потемнеть).
Спаивать медные коммуникации твердым припоем рекомендуется в тех случаях, если их планируется применять для работы в температурном режиме более 110 градусов. В таком случае для создания температуры выше 700 градусов подходит газопламенный метод. При этом необходимо провести отжиг меди, чтобы ее размягчить.
Благодаря использованию медно-фосфорного припоя флюс можно не применять: главное, добиться равномерности нагрева коммутируемых кромок. Что касается этапов работы, то они такие же, как и при работе с мягким припоем.
Существует большое количество твердых и мягких припоев, которые могут обеспечить качественную пайку медных труб. Низкотемпературные припои дают шов с несколько худшими механическими параметрами, но позволяют выполнять работы при температуре, которая не оказывает сильного влияния на прочность металла труб. Около 95-97% таких припоев составляет олово, остальная часть – прочие элементы.
Наиболее хорошие технологические свойства у соединений, содержащих серебро. Существуют трехкомпонентные припои, в состав которых входят олово, серебро, медь. Флюсы, применяемые для низкотемпературной пайки, зачастую содержат хлорид цинка.
Достаточная прочность соединения при пайке мягким припоем достигается большой площадью контакта элементов. Для газопроводов используется только высокотемпературная пайка, обеспечивающая наилучшую прочность и надежность.
Низкотемпературный припой состоит из олова и имеет вид проволоки
Допустимое давление в трубопроводах при использовании разных типов пайки приведено в таблице.
Таблица 1
| Тип пайки | Температура среды, которая транспортируется, °С | Давление, атм |
| Низкотемпературная | 30 | 16 |
| 65 | 10 | |
| 110 | 6 | |
| Высокотемпературная | 30 | 40 |
| 65 | 25 | |
| 110 | 16 |
Для высокотемпературной пайки обычно используются медно-фосфорные припои. Они выпускаются в виде прутков.
Рекомендуется применение флюса и припоя одного производителя как для низкотемпературной, так и высокотемпературной пайки.

Низкотемпературная пайка применяется при установке водопроводных и отопительных сетей с температурой теплоносителя до 130 °С и диаметром труб до 10 см.
Пайка при низкой температуре подходит для монтажа водопроводов
Технология соединения медных изделий мягким припоем предполагает предварительную зачистку поверхностей, нанесение кисточкой флюс-пасты и вставку элементов друг в друга. Далее, место соединения раскаляется газовой горелкой до 200-250 градусов. Припой наносится на край соединения.
Во время пайки важно помнить, что температура пламени горелки может достигать 1 тыс. градусов, поэтому для разогрева элементов достаточно 15-20 секунд. Для равномерности нагрева пламя необходимо постоянно перемещать. Контроль степени прогрева выполняется по цвету флюса. После его потемнения необходимо брать припой.
После введения мягкого припоя в зону пайки при соприкосновении с нагретой медной трубой оловянная проволока начинает таять и скользить по флюсу в шов. Постепенно разогретая масса заполняет пространство между раструбом и трубой.
Пайка медных труб своими руками с использованием твердого припоя проводится, если планируется эксплуатация системы при температуре выше 110 °С. Для соединения необходима температура выше 700 градусов, поэтому пайку выполняют газопламенным способом.
Медно-фосфорный припой выпускается в виде прутьев и применяется для высокотемпературной пайки
Применение медно-фосфорного припоя не требует наличия флюса. Если правильно обеспечить равномерный нагрев концов изделий, то он заполнит зазор. Готовность соединения проверяется прутком припоя – он должен плавиться.
Сборка самодельной газовой горелки

Рукоятку для горелки можно соорудить из дерева или воспользоваться уже готовой от старого паяльника. Из стали делается трубка диаметром в 1 см и толщиной в 2-2,5 мм. Трубка фиксируется в заготовленной ручке при помощи клея.
Из латунного прутка в 2 см шириной изготавливается корпус и рассекатель. В поверхности стержня рассекателя проделываются четыре отверстия диаметром в 1 мм для поступления кислорода. В корпусе проделываются две радикальных дырки диаметром 5 мм. Далее, в корпус запрессовывается рассекатель, таким образом, чтобы возле внутреннего фланца был небольшой зазор в 0,6 мм.
Форсунка вытачивается из металлического прута. В ней просверливается глухое отверстие при помощи сверла диаметром в 2 мм. До выхода должно оставаться 1,5 мм длины. Перемычка меряется сверлом в 4 мм диаметром. Отверстие при помощи молотка зачеканивается, вытачивается с торцевой стороны наждачной бумагой. Затачивание можно окончить, если форсунка хорошо надевается на наконечник трубки с резьбой.
Шланг, присоединенный к редуктору баллона с газом, соединяется с концом трубки при помощи хомута и отвертки. После набора рабочего давления и полного вытеснения воздуха из шланга, подается газ, и форсунка подносится к пламени газовой конфорки. Верхушка детали отшлифовывается пока факел горелки не достигнет длины в 50 мм.
Корпус с установленным рассекателем привинчивается к внешней резьбе форсунки. Пламя горелки должно выходить ровно и не создавать копоти. Если с этим есть проблемы, то необходимо провернуть по резьбе форсунки корпус до исчезновения нежелательных эффектов. Также можно уплотнить резьбу ФУМ лентой. Перед использованием следует проверить устройство на герметичность.
Компоненты для пайки
Для обеспечения качественного и крепкого соединения труб необходимо подобрать правильные материалы для пайки.
Выбор припоя
Припой для пайки может быть мягким и твердым. Твердый припой имеет вид стержней и плавится при рабочей температуре в 900 градусов. С его помощью достигается высокая прочность соединения труб. Это важный показатель при сооружении систем водоснабжения, кондиционирования, охлаждения и газоснабжения.
Считаются удобными и чаще всего применяются припои двух видов:
- с добавкой Cu 94;
- с добавкой Cu 94 P 6 Ag 2.
Шестипроцентная концентрация фосфора в добавке позволяет уменьшить температуру, при которой плавится медь до 750 градусов. Прочность соединения достигается благодаря схожести температурных коэффициентов расширения у меди и припоя.
Мягкий припой представляет собой проволоку в 2-3 мм диаметром. Для его плавления достаточно температуры в 300 градусов, поэтому он обычно применяется в бытовом ремонте. В состав такого припоя входят: свинец, олово и их сплавы с примесью серебра.
Выбор флюса
Флюсы бывают двух видов:
- высокотемпературные, с рабочей температурой выше 450 градусов;
- низкотемпературные, с рабочей температурой ниже 450 градусов.
Флюсы обеспечивают плотное соединение припоя с металлом, помогают предотвратить окисление трубы, способствуют лучшему растрескиванию припоя, защищают от влияния кислорода участки спайки.
Перед расплавкой припоя соединяемые поверхности зачищаются. Затем на них равномерно кистью тонким слоем наносится флюс. После спайки деталей трубы, необходимо удалить лишний флюс для предотвращения коррозии поверхности и протечек.
Выбор фитингов
Фитинги представляют собой детали для отвода труб, поворотов и переходов на резьбу. Раструбы фитингов имеют определенные стандарты диаметра с учетом зазоров, подходящие для различных видов труб. Фитинги имеют достаточно высокую стоимость и, если есть возможность, вместо них используется труборасширитель.
Этапы спайки медных труб
Процесс спайки включает в себя несколько этапов:
 Труба обрезается при помощи трубореза.
Труба обрезается при помощи трубореза.- Проводится обработка края трубы фаскоснимателем. Направление среза должно идти строго вертикально. Край должен быть гладким и ровным, без вмятин и заусенцев. Доточить неровности можно наждачной бумагой.
- Подбирается подходящий фитинг или конец другой трубы раздвигается труборасширителем. Часть трубы, заходящую в раструб необходимо очистить шкуркой от окисленного слоя. Такой же очистки требует и внутренняя часть раструба.
- Все компоненты собираются между собой и проверяются на наличие имеющихся зазоров.
- Зачищенная область трубы и внутренняя часть фитинга или раструба обрабатываются флюсом при помощи кисточки. Если используется самофлюсующийся припой, то этот этап пропускается.
- Соединение медных труб равномерно разогревается горелкой до температуры плавления припоя. Для обеспечения равномерного прогрева пламя должно располагаться по центру стыка. Как только флюс приобретет темный оттенок, можно будет переходить к следующему этапу.
- Припой наносится в область стыка между трубами. Нанесение достаточно делать на половину длины, дальше он растечется сам. При плавлении припой растекается по области зазора между трубами. Важно, чтобы он плавился именно от температуры самих труб, а не от пламени горелки.
- Флюс, оставшийся после пайки, счищается при помощи влажной тряпки или смывается водой.
Время плавления флюса и нагрева трубы из меди составляет не более пяти минут, поэтому важно не допустить перегрева трубы. При работе с твердым припоем этапы работы схожи. Его в размягченном виде нужно наматывать на трубу, одновременно ее поворачивая.
Необходимо очистить поверхность провода от загрязнений и пленки из оксидов. Затем провод разогревается до температуры плавления припоя и на него наносится канифоль или флюс. Следом наносится припой и разравнивается по поверхности. Далее, если требуется, можно соединить детали и снова прогреть до начала плавления припоя. После этого необходимо дать конструкции остыть.
Ошибки при пайке
Во время пайки возможно появление определенных дефектов, причинами возникновения которых могут быть следующие моменты:
- Образование трещин в шве – слишком быстрое охлаждение.
- Деформация фитинга или трубы – долгий разогрев.
- Припой отказывается нормально схватываться – плохая подготовка поверхности места соединения.
- В стыке наблюдается сгибание – труба неправильно установлена в фитинг.
При отсутствии опыта работы с горелкой можно допустить некоторые ошибки в процессе пайки:
 Если недостаточно прогреть участок соединения, то труба плохо соединится с припоем и даже при минимальной нагрузке, конструкция может разрушиться.
Если недостаточно прогреть участок соединения, то труба плохо соединится с припоем и даже при минимальной нагрузке, конструкция может разрушиться.- Слишком сильный нагрев соединения приведет к выгоранию флюса, в результате чего поверхность покроется окисью и окалиной. В этом случае сцепление труб также будет ненадежным.
Чтобы избежать проблем с неправильным выбором температуры пайки лучше воспользоваться услугами опытного мастера.
Перед тем, как паять медные трубы необходимо убедиться в отсутствии дефектов на их поверхности, которые часто появляются при нарезке изделий. Надежность шва во многом зависит от чистоты материалов, используемых в работе. Для труб диаметром 6-108 мм ширина полученного соединения может составлять 7-50 мм.
Иногда при нанесении флюса некоторые участки трубы пропускаются, что влечет за собой некачественное сцепление припоя с изделием. К похожему результату приводит перегрев трубы, при котором флюс сгорает.
Во время пайки важно выполнять требования техники безопасности, поскольку работы связаны с применением открытого пламени и химически активных веществ. Перед тем, как паять медные трубы, необходимо позаботиться о средствах индивидуальной защиты: рукавицах, очках и т. д.
Правильно организованные и выполненные работы по соединению медных труб обеспечит долгий срок службы трубопровода.
Безопасность
Процесс пайки сопровождается использованием высоких температур, которые способствуют расщеплению химических составов и высвобождению опасных элементов. Поэтому для безопасной работы необходимо придерживаться следующих правил:
 помещение, в котором будут проводиться работы, должно хорошо проветриваться;
помещение, в котором будут проводиться работы, должно хорошо проветриваться;- при пайке следует использовать специальные перчатки для защиты от ожогов;
- в пайке с высокими температурами и твердым припоем участвуют растворы щелочей и кислот, поэтому необходимо наличие резиновых перчаток и устойчивой к кислоте одежды;
- трубы из меди очень медленно остывают, поэтому стоит проверить степень нагрева конструкции перед осмотром спаянного места.
Как правильно паять медные трубы, можно посмотреть на видео.
Паяльные работы – это высокие температуры и вещества, выделяющие при расщеплении вредные пары, что требует соблюдения определенных мер предосторожности, включая следующее:
- использование защитных перчаток для снижения риска получения ожога;
- проведение паяльных работ только в хорошо проветриваемых помещениях, что связано с опасными парами;
- использование кислотостойкой одежды, включая резиновые перчатки, что необходимо при высокотемпературной пайке, когда осуществляется травление с растворами кислот и щелочей;
- проявлять осторожность при проверке того, насколько остыло спаянное соединение.
Горелки со стационарным и одноразовым баллоном

Самое компактное и хорошее оснащение для пайки труб из меди – газовая горелка с одноразовыми баллонами, цена на них невысокая в Москве. Для топлива допускается употреблять ацетилен, пропан либо прочие смеси газа. На рукоятке ручной горелки находится клапан, координирующий подачу горючего.
Преимущества применения подобного приспособления для пайки медных изделий:
 Доступность. Нет необходимости в источнике электропитания, оснащение представляется удобным в эксплуатации.
Доступность. Нет необходимости в источнике электропитания, оснащение представляется удобным в эксплуатации.- Универсальность. На одну ручку подходят до 5 разных сопел.
- Подвижность. Есть возможность регулирования мощности пламени, положения касательно соединения, быстроты нагрева.
- Безопасность. Механизм снабжён обратными клапанами, что при необходимости заблокируют подачу газа.
- Высокое качество. Соединение будет крепким и долговечным, в случае если исполнять все условия сварки газовой горелкой.
Газовые горелки со стационарными баллонами дают возможность получить отличное соединение. Их пламя может расплавить фактически все металлы, что применяются в промышленности.
Особенности работы с мягким припоем
Медь представляет собой мягкий сплав металлов, который с древних времен высоко ценится и используется в различных областях. Красивый внешний вид и полезные качества вполне компенсируют высокую цену на трубы из этого материала.
Медные трубы используются в системах: газоснабжения, кондиционирования, охлаждения, отопления и водоснабжения. Они обладают рядом преимуществ:
- устойчивостью к высоким показателям температуры;
- долгим сроком службы;
- прочностью;
- легкостью в обработке;
- стойкостью к УФ-излучению и повышению давления.
Стоимость медных труб достаточно высока, но возможность пайки позволяет сэкономить на покупке фитингов. Также цена окупается долговечностью трубопровода из меди. Он может прослужить до 50 лет.
Таблица 1

Выбор газового оснащения для выполнения пайки медных труб довольно велик. На рынке презентованы многочисленные изготовители. Диапазон стоимости обширный и зависит от модификации.
Функции горелки не только лишь предполагают пайку, но и разрезание металла, разморозку, обрабатывание при высочайших температурах, нагрев. Пропановая горелка является удобной при работе на ветру.
Инструмент подбирают согласно таким данным:
- Тип горелки — безинжекторная и инжекторная .
- Производительность — чем она больше, тем успешнее работа с толстостенными трубами.
- Тип газа — к примеру, пропан, ацетилен. Определённые горелки многофункциональны и могут быть применены с другим газом.
- Материал изделий для обработки.
Рекомендовано покупать инструмент, действующий на одном варианте горючего. Пропановая горелка применяется в основном в промышленности. Выполнение пайки труб из меди требует соблюдения всех правил технической безопасности. Необходимо надевать предохранительные перчатки, что сохранят руки от разных ожогов, проводить деятельность в проветриваемом помещении с оптимальной вентиляцией, перед ревизией соединения удостовериться, что оно остыло.
Оборудование для пайки
Для выполнения пайки нужны:
- инструмент для труб;
- припой, применяющийся для пайки;
- газовая горелка, расплавляющая припой.
Перед соединением ведутся предварительные работы для пайки труб. Инструменты выбирают, отталкиваясь из максимального диаметра используемой трубы и типа элемента, что будет с ней при эксплуатации.
Для разрезания изделий вертикально оси применяется труборез. Удалить заусенцы с наружных и внутренних концов для облегчения вхождения труб друг в друга допускается при помощи фаскоснимателей. Наиболее удобен целый механизм, однако он дороже и ограничен диаметром в 0,36 см. Конец одной трубы, в какую будет пристроен конец другой, должен быть расширенным с поддержкой труборасширителя в глубину, равную диаметру.
Подготовка внутренней плоскости медных труб выполняется особыми губками либо ёршиками. Наружная область обрабатывается щётками. Нагревание плоскости по всей площади соединения производится горелкой для пайки труб из меди. На ее сопло вводится рефлектор во избежание издержек тепла и защиты близких горючих материалов.
Принципы выполнения пайки
Медь обладает высокой устойчивостью к влаге, кислотным и щелочным растворам, износу стиранием.
Трубопровод и фитинги из меди служат значительно дольше аналогичных изделий из стали.
При пайке медных трубок газовой горелкой следует учитывать высокую электропроводность и теплоотдачу материала.
Внешне медный трубопровод с соединением фитингами, напоминает пластиковые трубы. Процесс создания герметичного соединения намного сложнее.
Металл покрыт пленкой окислов с высокой температурой плавления. Соединить его нагревом и давлением невозможно.
Создана особая технология пайки для меди и ее сплавов.
Пайка медных трубок газовой горелкой
Технология пайки
Детали из меди необходимо прочно соединить, исключая разрушение от внешних воздействий. Технология пайки медных деталей заключается в их нагреве и соединении между собой скрепляющим веществом.
Припой имеет температуру плавления ниже, чем основной металл. Он легко проникает в пространство между деталями, заполняет капилляры.
После остывания образуется прочное соединение материалов на уровне кристаллической решетки.
Флюс растворяет окисную пленку, позволяя нагретому припою соединиться с медью. Припой подносится к месту соединения хорошо прогретых деталей.
При остывании металлы образуют прочное соединение.
Чистота плоскости является значимым обстоятельством выполнения надёжной пайки. Запрещается с целью зачистки употреблять абразивные вещества. На поверхности не должны попадать масло, грязь, смазка и т. д., поскольку это будет мешать смачиванию и попаданию припоя на соединение. После вставки трубы одной в другую должен быть промежуток в 25-125 мкм между внешней и внутренней стенкой.
Во избежание попадания воздуха в соединение, снятия окислов, увеличения текучести припоя, усовершенствования адгезии, чтобы паять используют флюсы или пасты. Они бывают высокотемпературными и низкотемпературными. Флюс для пайки труб из меди наносится равномерным нетолстым слоем.
Нагрев труб ведётся согласно всей протяжённости и окружности соединения, распределяя тепло одинаково. Пламя горелки необходимо несколько уменьшить перед тем, как паять, потому как перегревание увеличивает взаимодействие припоя с металлом, а это негативно отражается на сроке работы соединения. Одновременное внедрение припоя и пламени в область пайки приведёт к неровному нагреву.




